
Za proizvodnju parketa služe kombinovana parket mašina i parketna mašina za egaliziranje.
Kombinovana parket mašina namenjena je za četvorostranu obradu parketnih daščica. Ona se sastoji od trupa, stola, dve horizontalne i dve vertikalne glave sa noževima, koje su nadađene neposredno na osovine elektromotora koij leže učvršćeni na pokretnim suportima, lančanog konvejera koji služi za pomeranje materijala, utovarnog bunkera, zaštitnih branika, koji u isto vreme služe kao prijemnici uređaja za usisavanje. Mašina za izradu parketa marke PARK - 1 (sl. 1) ima sledeće tehničke karakteristike:
- Širina obrađivanog materijala od 35 do 120 mm
- Debljina obrađivanog materijala od 10 do 20 mm
- Brzina pomeranja materijala 6,0; 9,0; 12,0; 18,0 m/min
- Broj obrta glava sa noževima 3000 ob/min
- Prečnik glava sa noževima 180 mm
- Dužina noževa 160 mm
- Prečnik frezera 180 mm
- Širina frezera 20 mm
- Broj elektromotra trofazne struje za glave sa noževima 4
- Jačina elektromotora 2,2 kW
- Broj elektromotora za pomeranje materjala 4
- Jačina ovih elektromotora 1,3; 2,0; 2,5; 3,0 kW
- Broj obrta elektromotora u minutu 500; 750; 1000; 1500.

Slika 1: Mašina za izradu parketskih daščica PARK - 1
Parketna mašina za egaliziranje namenjena je za ravnanje čela parketskih daščica sa dve strane i sa istovremenom zradom na njima pera i žljebova. Parketske daščice spremljene za ravnanje čela smeštaju se u specijalni bunker, odakle dolaze na traku konvejera, a zatim im se zaravnavaju čela na dve kružne testere na horizontalnim osovinama, koje su istovremeno i osovine elektromotora. Zatim parketske daščice dolaze pod testere nasađene na osovine vertikalnih elektromotora, gde se izrađuje žljeb.
Ova mašina sastoji se od trupa, stacionarnog i pokretnog suporta, na kojima se nalaze 4 elektromotora, koji pokreću pribor za rezanje, konvejerske trake za pomeranje materijala, elektromotora koji kreće ovu traku i elektromotora za pokretanje suporta.
Parketna egalizir mašina PARK-2 (sl. 2) ima sledeće tehničke karakteristike:
- Maksimalna debljina materijala koji se obrađuje 45 mm
- Maksimalna širina materijala koji se obrađuje 120 mm
- Dužina materijala koji se obrađuje od 165 do 1000 mm
- Broj obrta režućih glava 2900 ob/min
- Brzina pomeranja materijala 5,0; 7,5; 10,0; 15,0 m/min
- Jačina elektromotora trofazne struje režućih glava po 2,2 kW
- Jačina elektromotora za pomeranje materijala 0,7 i 1,2 kW
- Prečnik testera koje odrezuju čela 350 mm
- Prečnik testera koje izrađuju žljebove 200 mm
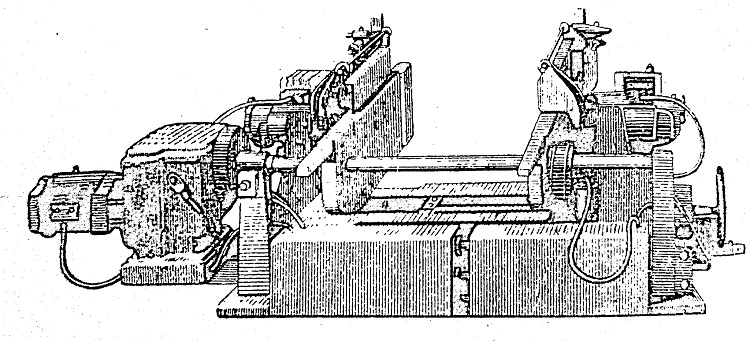
Slika 2: Parketna mašina PARK - 2
Brusilice za glačanje površina primenjuju se kada treba daščice da budu lakovane prozračnim premazima (hrastova i bukova vrata, ploče sa furnirom od plemenitog drveta).
Orijentaciona produktivnost mašina u toku jedne smene može se odrediti po obrascima:
Za blanjalice za fugovanje: P = 480 i Kd Kst / Lm, gde je P produktivnost mašine u komadima elemenata u toku jedne smene; i - brzina pomeranja materijala, m/min;
Kd - koeficijenat iskorišćenja radnog dana za mašine sa ručnim pomeranjem materijala koji iznosi 0,9 - 0,93; Kst - koeficiient iskorišćenja mašine kad je dužina elemenata do 0,5 m — 0,7; za elemente do 1 m iznosi 0,7 do 0,8; za elemente do 2 m iznosi 0,8 do 0,9; L - dužina elemenata; m - srednji broj prolaza elemenata pri fugovanju.
Za ravnalice za obradu širokih strana: P = 480ifmKdKst / L, gde je P - produktivnost mašine u komadima elemenata u toku jedne smene; i - brzina pomeranja materijala, m/min; f - koeficijent klizanja, 0,9 - 0,92; m - broj elemenata koji se istovremeno propuštaju kroz mašinu; Kd - koeficijent iskorišćenja radnog dana, koji iznosi 0,9; Kst - koeficijent iskorišćenja mašine koji iznosi 0,9; L - dužina elementa, m.
Za četvorostrane blanjalice: P = 480ifKdKst / L. Oznake i veličine iste kao i za ravnalice za obradu širokih strana.
Za mašine glodalice: P = 480 i Kd Kst / L, gde je P - produktivnost u toku jedne smene, komada elemenata; i - brzina pomeranja materijala, m/min; Kd - koeficijent iskorišćenja radnog dana, 0,9 do 0,98; Kst - koeficijent iskorišćenja mašine 0,5 do 0,8 pri obradi po šablonu; L - dužina frezovanja elemenata, cm.
Za glodalicu za čepovanje i šlicovanje (sa ručnim pomeranjem materijala).
P = 480 im Kd Kst / j L, gde je P - produktivnost u toku jedne smene, komada elemenata; i - brzina pomeranja materijala, m/min; m - broj elemenata koji se istovremeno obrađuju; j - broj čela na kojima se izrađuje čep; L - dužina radnog hoda voznice, m; Kd - koeficijent iskorišćenja mašine koji iznosi 0,5 - 0,6; Kst - koeficijent iskorišćenja mašine, iznosi 0,5 - 0,6.
Pljosnati noževi sa pravolinijskom oštricom za obradu drveta na blanjalicama i glodalicama izrađuju se u tri tipa:
I tip - tanki bez proreza (sl. 3, a), II i III tip - debeli sa prorezima za pritežuće zavrtnje (sl. 3, b).
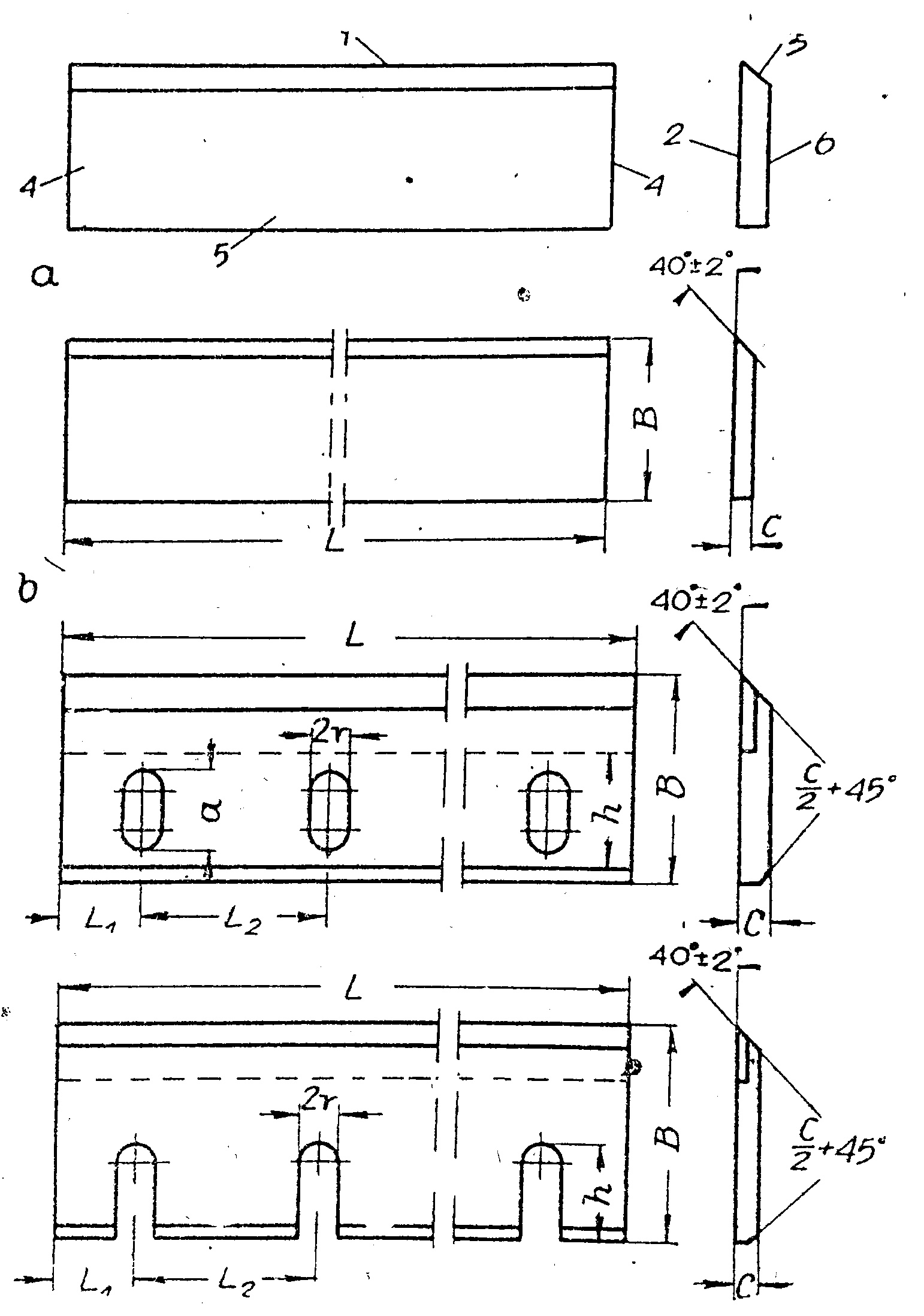
Slika 3: Pljosnati noževi za blanjanje
Rezući pribor glodalica su noževi i obrtne glave. Noževi imaju otvor za nasleđivanje na vreteno struga, a obrtne glave na donjem delu imaju konus koji se stavlja na specijalni nosač ili osovinu nosača za koju se pričvršćuju maticama.
Noževi se dele na cilindrinične, na one za žljebljenje i na one za oblikovanje kod kojih se noževi mogu zamenjivati. Obrtne glave dele se na glave sa predrezačem i bez predrezača. Najviše se upotrebljavaju glave bez predrezača. Broj noževa pri ručnom pomeranju materjala, koji se obrađuje sa brzinom 6 - 8 m/min, treba da bude od 2 do 5.
Glodala sa više noževa pogodna su za visokoproduktivne strugove sa mehaničkim pomeranjem materjala. Glodala se veoma često izrađuju u mehaničkim radionicama samih preduzeća za obradu drveta.