
Une machine à parquet combinée et une machine à niveler le parquet sont utilisées pour la production de parquet.
La machine à parquet combinée est destinée au traitement des planches de parquet sur les quatre faces. Il se compose d'une coque, d'une table, de deux têtes horizontales et deux verticales avec des couteaux, qui sont placés directement sur les arbres du moteur électrique, qui sont fixés sur des supports mobiles, un convoyeur à chaîne qui sert à déplacer le matériel, une trémie de chargement , des pare-chocs de protection, qui servent en même temps de récepteurs de dispositifs d'aspiration. La machine à fabriquer du parquet de la marque PARK - 1 (fig. 1) présente les caractéristiques techniques suivantes :
- Largeur du matériau traité de 35 à 120 mm
- Épaisseur du matériau traité de 10 à 20 mm
- Vitesse de déplacement du matériau 6,0 ; 9,0 ; 12,0 ; 18,0 m/min
- Nombre de tours des têtes avec couteaux 3000 tr/min
- Diamètre des têtes avec couteaux 180 mm
- La longueur des couteaux est de 160 mm
- Diamètre de fraise 180 mm
- Largeur de fraise 20 mm
- Nombre de moteur électrique triphasé pour têtes à couteaux 4
- Puissance du moteur électrique 2,2 kW
- Nombre de moteurs électriques pour déplacer le matériel 4
- La puissance de ces moteurs électriques est de 1,3 ; 2,0 ; 2,5 ; 3,0 kW
- Le nombre de tours du moteur électrique par minute 500 ; 750 ; 1000 ; 1500

Image 1 : Machine pour la fabrication de planches de parquet PARK - 1
La machine à niveler le parquet est destinée à niveler les façades des planches de parquet des deux côtés et à créer simultanément des languettes et des rainures sur celles-ci. Les planches de parquet préparées pour l'alignement des faces sont placées dans un bunker spécial, d'où elles arrivent sur le tapis roulant, puis leurs faces sont nivelées sur deux scies circulaires sur des arbres horizontaux, qui sont également les arbres du moteur électrique. Ensuite, les planches de parquet passent sous les scies montées sur les arbres des moteurs électriques verticaux, où la rainure est réalisée.
Cette machine se compose d'un corps, d'un support fixe et d'un support mobile, sur lesquels se trouvent 4 moteurs électriques, qui entraînent les accessoires de coupe, un tapis roulant pour déplacer le matériau, un moteur électrique qui déplace ce tapis et un moteur électrique pour démarrer le Support.
L'égaliseur de parquet PARK-2 (fig. 2) a les caractéristiques techniques suivantes :
- L'épaisseur maximale du matériau traité est de 45 mm
- La largeur maximale du matériau traité est de 120 mm
- La longueur du matériau traité est de 165 à 1000 mm
- Le nombre de tours des têtes de coupe 2900 tr/min
- Vitesse de déplacement du matériau 5,0 ; 7,5 ; 10,0 ; 15,0 m/min
- La puissance du moteur électrique triphasé des têtes de coupe est de 2,2 kW
- La puissance du moteur électrique pour déplacer le matériel est de 0,7 et 1,2 kW
- Le diamètre des scies qui coupent les faces est de 350 mm
- Le diamètre de la scie qui fait les rainures est de 200 mm
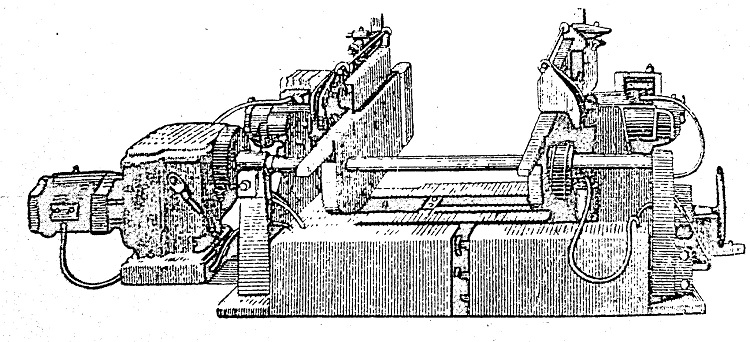
Photo 2 : Machine à parquet PARK - 2
Les meuleuses pour lisser les surfaces sont utilisées lorsque les panneaux doivent être vernis avec des revêtements translucides (portes en chêne et en hêtre, panneaux avec placage en bois précieux).
La productivité approximative des machines au cours d'une équipe peut être déterminée selon les schémas suivants :
Pour les raboteuses à joints : P = 480 et Kd Kst / Lm, où P est la productivité de la machine en pièces d'éléments au cours d'une équipe ; i - vitesse de déplacement du matériau, m/min ;
Kd - coefficient d'utilisation de la journée de travail pour les machines à mouvement manuel du matériel, qui est de 0,9 à 0,93 ; Kst - coefficient d'utilisation de la machine lorsque la longueur des éléments atteint 0,5 m - 0,7 ; pour les éléments jusqu'à 1 m, il est de 0,7 à 0,8 ; pour les éléments jusqu'à 2 m il est de 0,8 à 0,9 ; L - longueur des éléments; m - nombre moyen de passages d'éléments lors de l'injection.
Pour les raboteuses pour le traitement des côtés larges : P = 480ifmKdKst / L, où P est la productivité de la machine en morceaux d'éléments au cours d'un poste de travail ; i - vitesse de déplacement du matériau, m/min ; f - coefficient de glissement, 0,9 - 0,92 ; m - nombre d'éléments qui traversent la machine en même temps ; Kd - coefficient d'utilisation de la journée de travail qui est de 0,9 ; Kst - coefficient d'utilisation de la machine qui est de 0,9 ; L - longueur de l'élément, m.
Pour les raboteuses à quatre faces : P = 480ifKdKst / L. Les marquages et les dimensions sont les mêmes que pour les règles pour le traitement des côtés larges.
Pour les fraiseuses : P = 480 et Kd Kst / L, où P - productivité pendant un quart de travail, morceaux d'éléments; i - vitesse de déplacement du matériau, m/min ; Kd - coefficient d'utilisation des jours ouvrés, 0,9 à 0,98 ; Kst - coefficient d'utilisation de la machine 0,5 à 0,8 lors du traitement selon le modèle ; L - longueur de fraisage des éléments, cm.
Pour une fraiseuse pour le bouchage et le rainurage (avec déplacement manuel de la matière).
P = 480 et Kd Kst / j L, où P - productivité au cours d'un quart de travail, de morceaux d'éléments; i - vitesse de déplacement du matériau, m/min ; m - nombre d'éléments traités simultanément ; j - nombre de faces sur lesquelles le capuchon est fabriqué; L - longueur du trajet de travail du train, m; Kd - coefficient d'utilisation de la machine, qui est de 0,5 à 0,6 ; Kst - le coefficient d'utilisation de la machine est de 0,5 - 0,6.
Les couteaux plats à lame droite pour le travail du bois sur raboteuses et défonceuses sont fabriqués en trois types:
Type I - mince sans fentes (fig. 3, a), types II et III - épais avec des fentes pour les vis de tension (fig. 3, b).
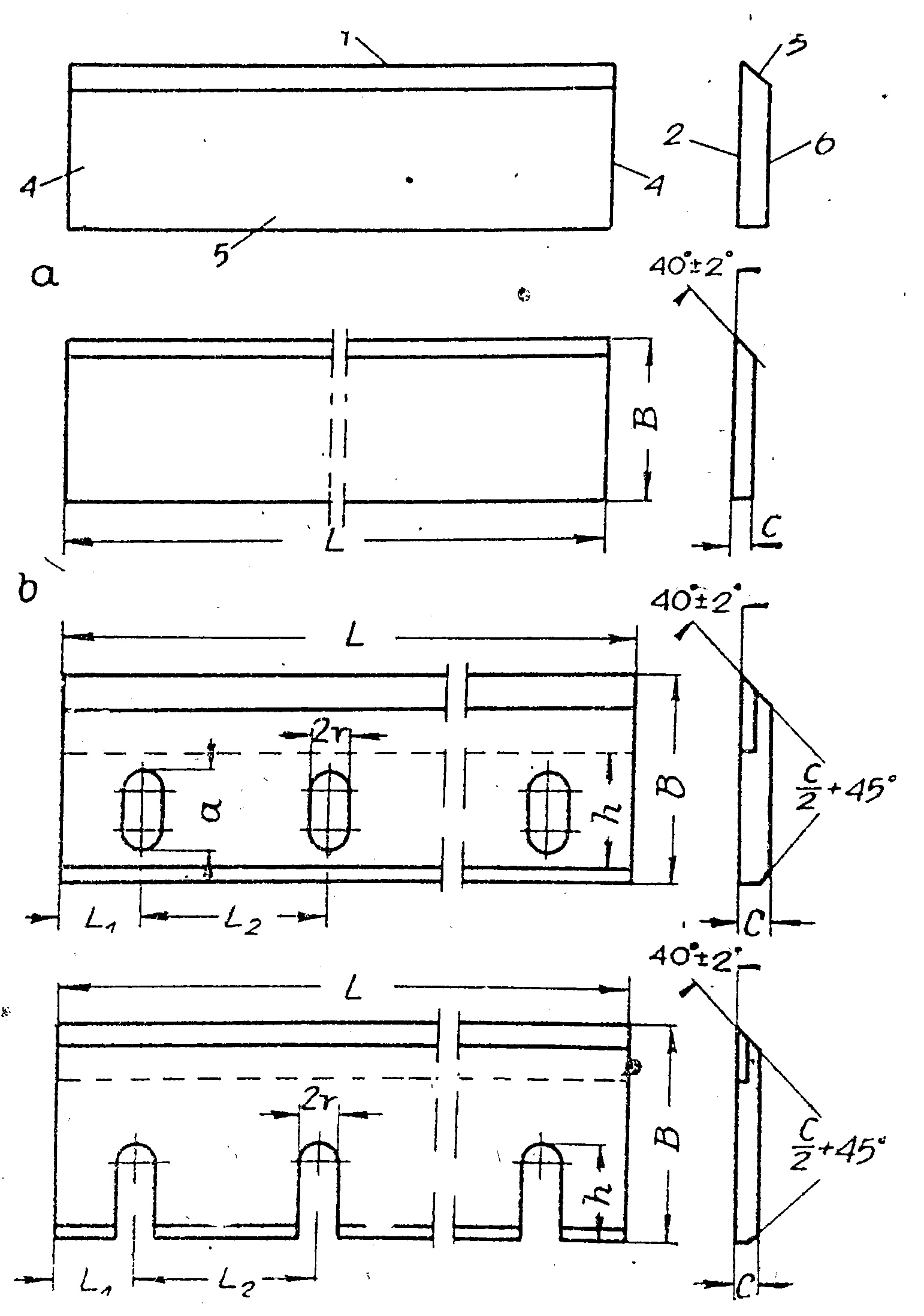
Figure 3 : Couteaux de rabot plat
Les accessoires de coupe des fraiseuses sont les couteaux et les têtes rotatives. Les couteaux ont une fente pour le montage sur la broche du tour et les têtes rotatives ont un cône sur la partie inférieure qui est placé sur un support spécial ou un arbre de support auquel ils sont fixés avec des écrous.
Les couteaux sont divisés en couteaux cylindriques, ceux à rainurer et ceux à façonner, où les couteaux peuvent être remplacés. Les têtes rotatives sont divisées en têtes avec pré-coupe et sans pré-coupe. Les têtes sans pré-coupe sont principalement utilisées. Le nombre de couteaux lors du déplacement manuel du matériau, qui est traité à une vitesse de 6 à 8 m/min, doit être compris entre 2 et 5.
Les fraises à plusieurs couteaux conviennent aux tours à haute productivité avec mouvement mécanique de la matière. Les fraiseuses sont très souvent fabriquées dans les ateliers mécaniques des entreprises de menuiserie elles-mêmes.


