
Ang mga circular saw machine ay ginagamit para sa pagputol ng mga troso sa mga tabla at beam, para sa longitudinal, transverse o diagonal na pagputol ng mga board ayon sa ibinigay na mga sukat. ng mga board ayon sa ibinigay na sukat.
Alinsunod dito, ang mga circular saw machine ay maaaring nahahati sa mga sumusunod na pangunahing grupo: mga circular saw machine para sa pagputol ng mga log; mga makina na may circular saw para sa longitudinal cutting ng mga board; mga makina na may circular saw para sa pagputol ng makapal na tabla sa manipis na mga: mga makina na may circular saw para sa transverse cutting; mga makina na may circular saw para sa longitudinal, transverse at diagonal cutting (universal).
Ang materyal na gupitin ay maaaring ipasok sa makina nang manu-mano o mekanikal. Ang mekanikal na paglalagay sa makina ay maaaring gamit ang mga roller, may mga roller at disc, at sinusubaybayan. Ang sinusubaybayang pag-install ay ang pinakaperpekto, dahil tinitiyak nito ang katumpakan ng pagputol, kaligtasan at mga diskarte sa kaligtasan para sa pagtatrabaho sa mga makina (fig. 1).
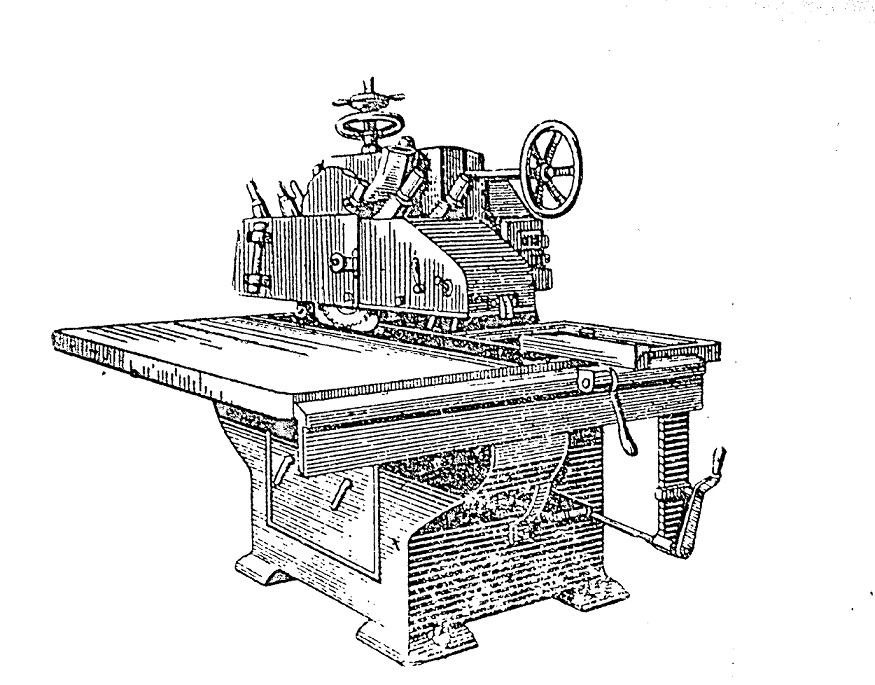
Figure 1: Chain-driven circular saw machine para sa slitting
Ang mga circular saw machine ay maaaring may isa, dalawa o higit pang saws.
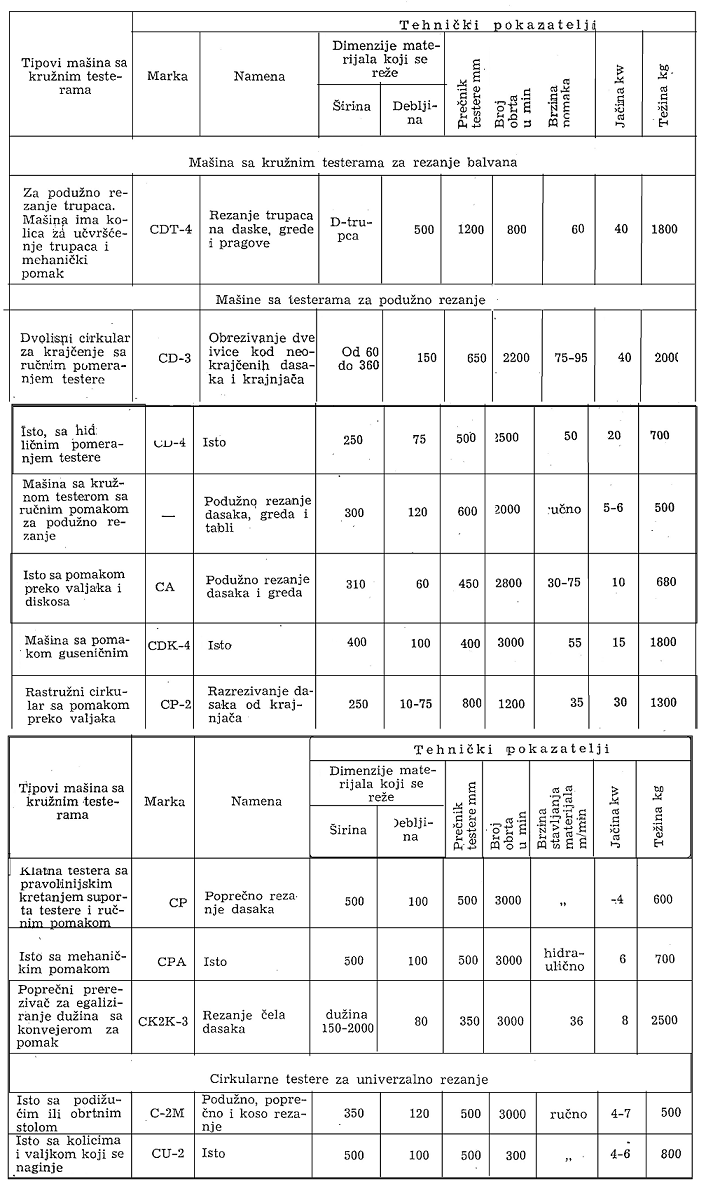
Ang talahanayan 1 ay nagbibigay ng mga teknikal na katangian ng mga pinakakaraniwang uri ng mga makina na may mga circular saws. Para sa crosswise cutting ng mga board sa mga kondisyon ng rural construction, ang isang circular pendulum ay nakakita ng brand 4 - KM, na ipinakita sa fig. 2. Ito ay madaling hawakan, napaka-produktibo at nagbibigay ng medyo magandang kalidad ng pagputol.
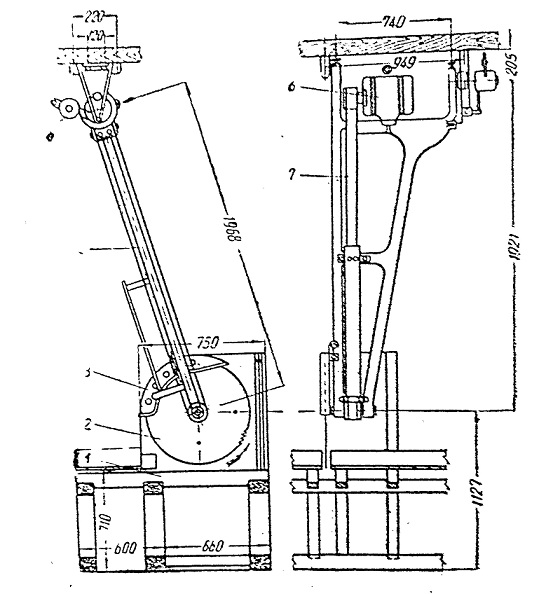
Larawan 2: Pendulum crosscut saw
Talahanayan 1: Mga teknikal na katangian ng mga pinakakaraniwang uri ng makina na may mga circular saws
Sa mas maliliit na workshop para sa woodworking at sa mga kondisyon ng rural construction, ang mga universal machine brand C — 2M at CU — 2 ay ginagamit para sa longitudinal at transverse cutting ng mga materyales. Sa ganitong uri ng makina, ang iba't ibang mga elemento ng kahoy ay maaaring putulin sa isang anggulo. Sa fig. 3 ay nagpapakita ng isang makina na may circular saw na may awtomatikong pagpapakain ng materyal para sa pahaba na pagputol.

Figure 3: Circular para sa longitudinal cutting na may mechanical displacement
Ang pagiging produktibo ng isang pendulum saw para sa isang shift sa mga piraso ng mga manufactured na elemento ay maaaring matukoy ayon sa pattern P = 480 Kg (n - m), kung saan ang P ay ang bilang ng mga steak para sa isang shift; n - bilang ng mga pagbawas bawat minuto; m - mga karagdagang pagbawas para sa pag-leveling ng noo at pagputol ng mga may sira na lugar. Kapag ang bilang ng mga pagbawas ay hanggang 7 bawat minuto, ang m ay kinukuha na katumbas ng 1 — 2, at kapag ang bilang ng mga pagbawas ay mula 8 hanggang 12 bawat minuto, ang m ay kinukuha na katumbas ng 2 hanggang 8; Kg — Koepisyent ng paggamit ng araw ng trabaho, na isinasaalang-alang ang mga pagkaantala sa pagpapatakbo ng makina, oras para sa pahinga ng mga manggagawa, oras para sa pagsasaayos ng makina, atbp. Para sa mga makina na may manu-manong materyal na feed, ang Kg ay kinukuha ng humigit-kumulang 0,93.
Ang pagiging produktibo ng isang circular saw machine sa mga piraso ng manufactured elements sa isang shift ay maaaring matukoy ng formula: P = 480 at Kd Kst/ Lm, kung saan ang P ay pagiging produktibo sa mga piraso ng mga manufactured na elemento sa isang shift; i - bilis ng pag-aalis; Kd—ang utilization coefficient ng isang araw, na katumbas ng 0,9; Kst — ang koepisyent ng paggamit ng makina, na katumbas ng 0,6; L - haba ng mga elemento, m; m - average na bilang ng mga pagbawas para sa isang elemento.
Ang mga blades para sa circular saws ay nahahati sa flat, double-cone, right-cone, left-cone at planing saws ayon sa kanilang pagkakagawa.
Ang mga circular flat saw blades ay kadalasang ginagamit para sa longitudinal at transverse cutting ng kahoy. Ang kanilang mga sukat ay ibinibigay sa talahanayan. 2.
Talahanayan 2: Mga sukat ng flat circular saw blades para sa longitudinal at transverse cutting ng kahoy

Ang mga diameter ng mga butas para sa saw shaft ay: 20, 80, 40, 50, 75 at 85 mm. Ang mga saw blades ay gawa sa grade 89 steel. Ang mga profile at sukat ng mga ngipin ng flat circular saw blades para sa longitudinal at transverse cutting ng kahoy ay ibinibigay sa fig. 4. Sa talahanayan. 3, ang mga sukat ng mga anggulo ng mga blades ng mga tuwid na ngipin ng mga circular saws ay ibinibigay. Ang taas ng saw tooth at ang radius ng rounding ng panloob na sulok ay tinutukoy mula sa mga sumusunod na ratios: Sa kaso ng isang saw, longitudinal cutting h = (0,4 / 0,5)t; Para sa cross-cutting saws h = (0,6 / 0,9)t; Para sa saws para sa longitudinal at transverse cutting h = (0,1 / 0,15)t.
Talahanayan 3: Mga sukat ng blade angle ng flat circular saws para sa longitudinal at transverse cutting ng kahoy
| Profile ng ngipin | Mga laki ng angular | ||
| γ | β | α | |
| Saws para sa longitudinal cutting | |||
|
I II III |
20 35 35 |
40 40 40 |
30 15 15 |
| Mga cross cutting saws | |||
|
IV V VI |
-25 -15 0 |
50 45 40 |
65 60 50 |
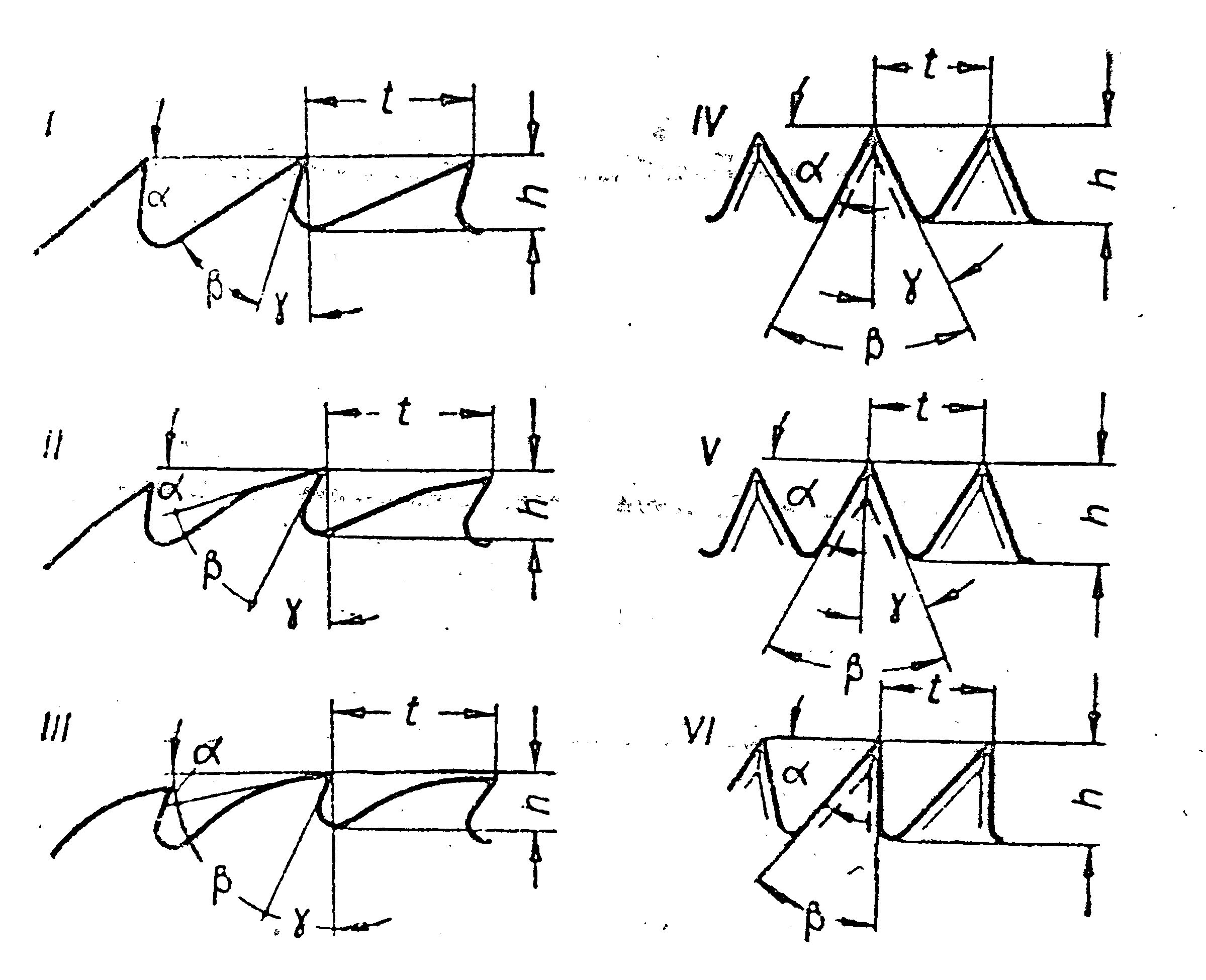
Figure 40: Profile I - IV at mga sukat ng ngipin ng flat circular saw blades
Ang mga circular saw blades ay hinahasa sa mga espesyal na automatic saw sharpening machine, kung saan hindi nagbabago ang profile o ang laki ng cutting angle, sharpening, o ang panloob at panlabas na anggulo. Ang pagputol ng mga bagong ngipin ay ginagawa ng mga espesyal na makina ng pagsuntok na may naaangkop na ulo. Ang pagkontrol sa profile ng mga ngipin at ang laki ng mga elemento ng sulok ay ginagawa gamit ang mga espesyal na template at protractor.
Sa halip na patalasin ang mga ngipin ng gutter, circular at band saws, para sa longitudinal cutting, minsan ay ginaganap ang kanilang compression, na binubuo sa pagpapalawak ng front edge ng ngipin. Ang bentahe ng compression sa flaring ay binubuo sa katotohanan na ang laki ng flaring ay hindi nagbabago sa panahon ng operasyon, ang cutting force ay kumikilos sa ngipin nang simetriko, at ang tumpok ng pantay na kapal ay tinanggal. Sa buong lapad ng hiwa, ang pitch ng ngipin ay maaaring tumaas ng 30 - 40%, nang hindi binabawasan ang kalidad ng hiwa.
Sa panahon ng pagputol, lumilitaw ang mga boltahe ng iba't ibang laki at direksyon sa talim ng lagari, na humahantong sa paglikha ng mga bulge sa mahihinang lugar, atbp. Bago mai-mount ang talim ng saw sa baras ng makina, dapat itong bahagyang hammered, na nag-aalis ng mga stress na lumitaw dito. Para sa layuning ito, ginagamit ang isang palihan, mesa para sa pagsuri sa lagari, mga martilyo, mga pinuno, pinuno para sa pagsuri sa pagkakahanay, atbp.
Ang pagkalat ng mga ngipin ay ginagawa ng mga spreader. Ang laki ng pagkalat sa karamihan ng mga kaso ay kinuha mula 0,6 hanggang 0,75 mm para sa isang panig, anuman ang kapal ng lagari, ngunit isinasaalang-alang ang uri at halumigmig ng kahoy. Kung mas mataas ang moisture content ng kahoy, mas malaki ang swagger ng saw. Ang laki ng pagkalat ng saw teeth ay kinokontrol ng mga espesyal na template.
Ang paglalagay ng talim ng lagari sa baras ng makina ay dapat gawin sa ilalim ng mga sumusunod na kondisyon. Ang mga contact surface ng side plates ng saw ay dapat na mahigpit na patayo sa umiikot na axis. Ang gitna ng talim ng lagari ay dapat na tumutugma sa gitna ng baras. Ang pag-aayos ng talim ng lagari sa pamamagitan ng mga gilid na plato ay dapat na ligtas. Ang mga gabay at pagsingit sa puwang ng talahanayan ay dapat na nababagay nang eksakto ayon sa lagari. Ang pinahihintulutang puwang sa pagitan ng saw at ng baras ay hindi dapat lumagpas sa 0,2 mm. Kung ang mga kundisyong ito ay hindi natutugunan, ang mga mababang kalidad na pagbawas ay makukuha, at sa ilang mga kaso, ang mga pagkabigo ng makina ay nangyayari.


