
ड्रिलिंग आणि काउंटरसिंकिंग मशीनचा वापर गोलाकार छिद्र ड्रिल करण्यासाठी केला जातो जे सामग्रीमधून संपूर्ण मार्गाने जातात किंवा फक्त अंशतः, जोडलेल्या आणि चालू ठेवलेल्या घटकांमध्ये प्लग आणि ग्रूव्ह बनवतात.
ड्रिल्स विभागल्या जातात: कार्यरत स्पिंडल्सच्या स्थितीनुसार अनुलंब आणि क्षैतिज; स्पिंडलच्या संख्येनुसार - सिंगल-स्पिंडल, थ्री-स्पिंडल आणि मल्टी-स्पिंडल; हालचालींच्या प्रकारानुसार - मॅन्युअल आणि यांत्रिक हालचालींसह ड्रिलवर.
बोरिंग मशीन चेन ड्रिल आणि ऑगर ड्रिलमध्ये विभागल्या जातात; स्पिंडलच्या संख्येनुसार — सिंगल-स्पिंडल आणि मल्टी-स्पिंडल; शिफ्टच्या प्रकारानुसार — मॅन्युअल आणि मेकॅनिकल शिफ्ट असलेल्या मशीनवर. ड्रिलिंग टूलसह कार्यरत स्पिंडल्स अंगभूत इलेक्ट्रिक मोटरच्या शाफ्टमधून रोटरी गती प्राप्त करतात. सिंगल-स्पिंडल चेन कटरसह, चेन कटर मशीन बनवण्याच्या घटकाकडे सरकतो. मल्टी-स्पिंडल मशीनसह, प्रक्रिया करावयाच्या घटकांसह टेबल कंटाळवाणा साधनाकडे सरकते.
यांत्रिक विस्थापनासह ड्रिलिंग आणि कंटाळवाणा मशीनमध्ये सामान्यतः कमीतकमी दोन कार्य गती आणि एक निष्क्रिय गती असते. ड्रिलिंग आणि काउंटरसिंकिंग मशीन्सच्या बाबतीत, प्रोसेसिंग टूल एक पोकळ ड्रिल आहे जे फिरते आणि इलेक्ट्रिक मोटरच्या शाफ्टवरील धारकामध्ये निश्चित केले जाते. ड्रिलच्या या बांधकामामुळे लहान परिमाणांची छिद्रे करणे शक्य होते.
तक्ता 1 मूलभूत प्रकारच्या ड्रिलिंग आणि सखोल मशीनची तांत्रिक वैशिष्ट्ये देते.
तक्ता 1: ड्रिलिंग आणि खोलीकरण मशीनची तांत्रिक वैशिष्ट्ये
| निर्देशक | मोजण्याचे एकक | क्षैतिज ड्रिल SVG-3 | चेन मिलिंग मशीन DCA | सिंगल-स्पिंडल वर्टिकल ड्रिल SV-2M |
| जास्तीत जास्त ड्रिलिंग रुंदी | mm | 25 | 16 | 50 |
| जास्तीत जास्त ड्रिलिंग खोली | mm | 100 | 175 | 120 |
|
साहित्य परिमाणे रुंदी जाडी |
mm mm |
250 125 |
250 200 |
- - |
| कार्यरत स्पिंडल्सच्या क्रांतीची संख्या | मला | 3000 | 3000 | 3000 |
| कटिंग यंत्रणा चालविण्यासाठी इलेक्ट्रिक मोटर पॉवर | kW | 2,2 | 3,2 | 2,2 |
| विस्थापन यंत्रणा चालविण्यासाठी इलेक्ट्रिक मोटरची शक्ती | kW | - | 0,52 | - |
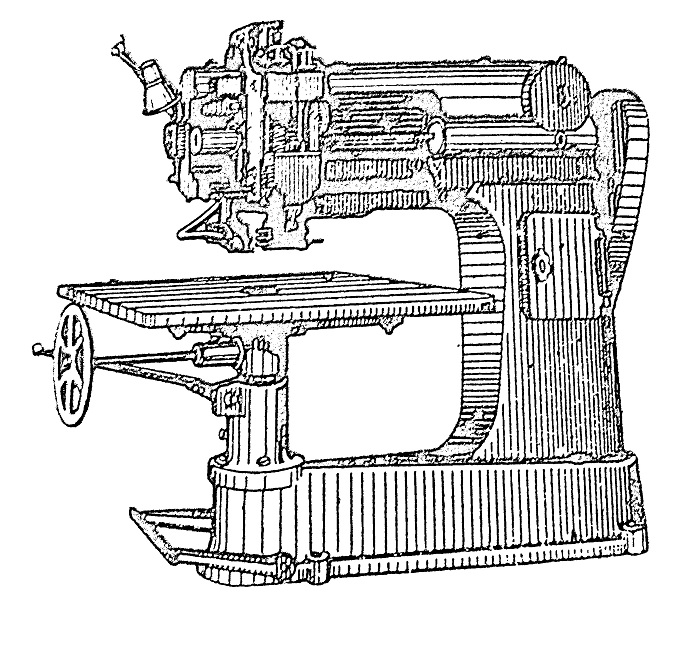
लाकूडकामासाठी बांधकाम उद्योगातील कंपन्यांच्या व्यावहारिक कामात, क्षैतिज लाँग-होल ड्रिल ब्रँड SVGD-3 (अंजीर 1) मोठ्या प्रमाणावर वापरला जातो, ज्यावर गोल छिद्र ड्रिल केले जाऊ शकतात आणि विविध खोबणी बनवता येतात. त्याचप्रमाणे, दारे आणि खिडक्या (अंजीर 2), मॅन्युअल किंवा यांत्रिक हालचाली (अंजीर 3) सह सिंगल-स्पिंडल चेन मिलिंग मशीन (अंजीर 6) साठी घटकांवर नॉट्ससाठी ड्रिल देखील मोठ्या प्रमाणावर वापरले जातात. या मशीनवर 30 ते 175 मिमी रुंदी आणि 225 मिमी खोलीपर्यंत छिद्रे बनवता येतात. मशीन टेबल अनुक्रमे 400 आणि 30 मिमी अनुलंब आणि क्षैतिज हलवू शकते. छिद्र देखील एका कोनात केले जाऊ शकतात. हे टेबल XNUMX ने फिरवून प्राप्त केले जातेo दोन्ही बाजूंनी. छिद्राच्या रुंदीवर अवलंबून, मोटरची शक्ती 3,2 किंवा 5,5 किलोवॅट असू शकते.

आकृती 1: क्षैतिज लांब भोक ड्रिल
चित्र 2: SvSA नॉट ड्रिल
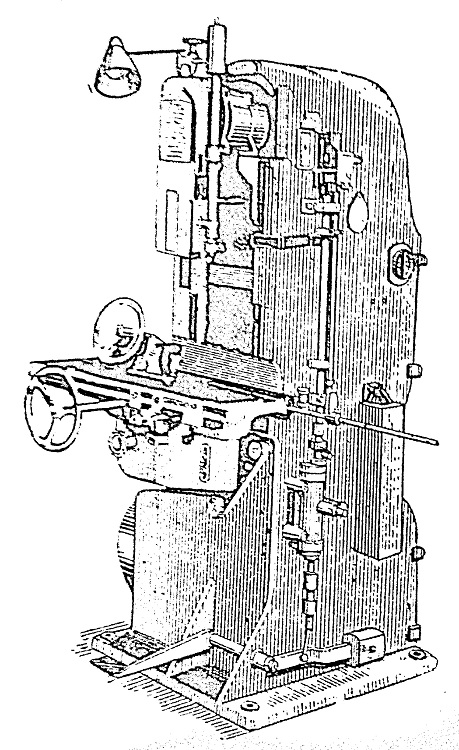
आकृती 3: सिंगल-स्पिंडल चेन मिलिंग मशीन DCA - 2
साखळीचा आरसा अचानक दबाव न आणता हळूहळू प्रक्रिया केलेल्या घटकाच्या जवळ आणला पाहिजे. ड्रिलिंगची लांबी जसजशी वाढते तसतसे चेन कटरच्या फीडचा वेग कमी व्हायला हवा.
लांब छिद्रे ड्रिलिंग करताना, चेन कटर प्रथम छिद्राच्या एका टोकाला इंडेंट केले जाते, नंतर दुसऱ्या बाजूला आणि शेवटी मध्यभागी, ज्यानंतर संपूर्ण छिद्र मशीन केले जाते. कामाच्या दरम्यान ड्रिलिंगची खोली राखण्यासाठी, एक वॉशर वापरला जातो, जो मशीनवर अस्तित्वात असलेल्या विशेष धारकामध्ये निश्चित केला पाहिजे. एका हालचालीमध्ये, साखळी 70 मिमी पेक्षा जास्त रिकेस केली जाऊ नये. चेन कटर मार्गदर्शकापासून 5 - 6 मिमी पेक्षा जास्त अंतरावर नसावे.
चेन कटरच्या हालचालीचा वेग 2,5 - 10 मी/सेकंद असावा. उभ्या हालचालीचा वेग, जेव्हा पीसण्याची खोली 60 मिमी असते, तेव्हा 25 ते 30 मी/मिनिट असते. जेव्हा ड्रिलिंगची खोली 100 मिमी पर्यंत असते, तेव्हा हार्डवुडसाठी गती 20 ते 30 मी/मिनिट असते आणि जेव्हा खोली 100 मिमी पेक्षा जास्त असते तेव्हा वेग 10 ते 20 मी/मिनिट असतो. क्षैतिज फीड दर उभ्या फीड दराच्या 50 ते 70% आहे.
मशीन केलेल्या छिद्रांच्या तुकड्यांमध्ये चेन मिलिंग मशीनची सरासरी ओरिएंटेशनल उत्पादकता सूत्रानुसार निर्धारित केली जाऊ शकते: पीsm = 480 केd Ks / टमॅश, जिथे पीsm एका शिफ्ट दरम्यान उत्पादकता, तुकडे; टमॅश - एक भोक ड्रिलिंगसाठी आवश्यक मशीन वेळ, किमान; केs - coef. कामकाजाच्या दिवसाचा वापर, 0,9 च्या प्रमाणात; केd - coef. मशीनच्या वापराचे, ०.७ - ०.८ च्या बरोबरीचे.
एका शिफ्टसाठी छिद्रांच्या संख्येत दीर्घ-भोक ड्रिलची अंदाजे उत्पादकता सूत्रानुसार निर्धारित केली जाऊ शकते: पीsm = 480 60KdKs/Tमॅश जेथे पीsm - एका शिफ्ट दरम्यान उत्पादकता, com. छिद्र; टमॅश - मशीन वेळ; केd - coef. कामकाजाच्या दिवसाचा उपयोग, ०.९ च्या बरोबरीचा; केs - coef. मशीनच्या वापराचे, ०.६ ते ०.८ च्या बरोबरीचे.
चेन कटरसाठी ड्रिलिंग टूल्स म्हणजे चेन कटर (अंजीर 4) जे टेंशनिंग उपकरणांसह सुसज्ज मार्गदर्शकांवर ठेवलेले असतात.

आकृती 4: चेन कटरचे घटक
चेन कटरमध्ये वैयक्तिक सांधे असतात, रिव्हट्सने जोडलेले असतात. मानक चेन कटरची पिच 11,3 मिमी आहे. चेन कटरचे परिमाण तक्ता 2 मध्ये दिले आहेत.
ड्रिलिंग टूल्स आणि मशीन्स - अंजीर. 5. नियमानुसार, विशेष कंपन्यांमध्ये ड्रिल बिट्स तयार केले जातात. एक किंवा दुसर्या प्रकारच्या ऑगरची निवड कोणत्या प्रकारचे काम करणे आवश्यक आहे यावर अवलंबून असते. उदाहरणार्थ, चर बनवण्यासाठी चमचा किंवा सर्पिल ड्रिल बिटचा वापर केला जातो, सर्पिल, वर्म आणि स्नेक ड्रिल बिट खोल छिद्रे बनवण्यासाठी वापरतात; कटरसह प्लग ड्रिल्सचा वापर टाकण्यासाठी आणि टाकलेल्या गाठींमधून उघडण्यासाठी प्लग तयार करण्यासाठी केला जातो. उथळ छिद्रे करण्यासाठी केंद्र ड्रिलचा वापर केला जातो.
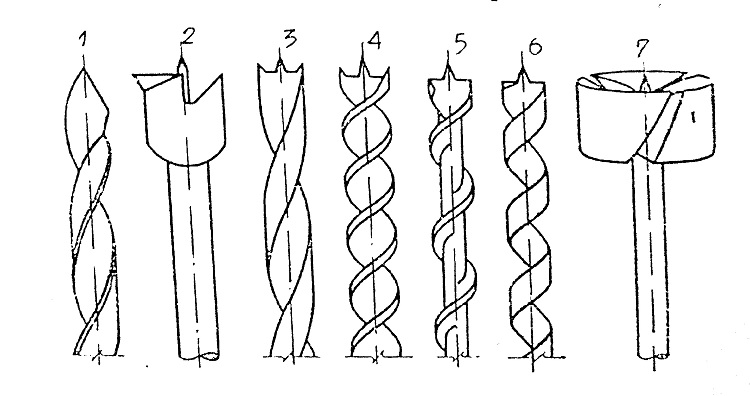
आकृती 5: लाकूडकामात वापरले जाणारे ड्रिल बिट्स
सारणी 2: चेन कटरचे सामान्यीकृत परिमाण
| साखळी रुंदी | 6,8 | 10 | 14,16 | 18 | 20 | 22 | 25 | 30 |
| जास्तीत जास्त भोक खोली | 60 | 125 | - | - | - | 150 | - | - |
| मार्गदर्शक आणि साखळी रुंदी | 40 | - | 40,55 | - | - | 55 | - | - |


