សកម្មភាពចម្បងរបស់ក្រុមហ៊ុនគឺការផលិតគ្រឿងសង្ហារិមដែលផលិតតាមតម្រូវការតែមួយគត់។ ពាក្យ "គ្រឿងសង្ហារឹម" រួមបញ្ចូលនូវផលិតផលផ្សេងៗគ្នាជាច្រើន។ គោលបំណងនៃអាជីវកម្មនេះគឺដើម្បីឱ្យអតិថិជនអាចទិញជាងឈើពេញលេញសម្រាប់ផ្ទះនៅក្នុងបរិក្ខាររបស់ក្រុមហ៊ុន។ ជាមួយនឹងការទិញម៉ាស៊ីនសម្ងួតកុំព្យូទ័រទំនើបសម្រាប់ឈើ កន្លែងសម្រាប់សម្ងួតសេវាកម្ម និងលក់ឈើស្ងួតត្រូវបានបើក។
ដូចដែលបានរៀបរាប់រួចមកហើយ ផលិតផលសំខាន់ៗរបស់ក្រុមហ៊ុនគឺជាងឈើតាមផ្ទះ និងឈើស្ងួត។ នៅក្រោមពាក្យថា ជាងឈើតាមផ្ទះ យើងមានន័យថា ក្នុងចំណោមរបស់ផ្សេងទៀត៖ ផ្ទះបាយ ជណ្តើរ បន្ទប់ តុ បង្អួច ទូ បំណែកនៃគ្រឿងសង្ហារឹម។
អំពីក្រុមហ៊ុន - ប្រវត្តិនៃការអភិវឌ្ឍន៍របស់ក្រុមហ៊ុន
ក្រុមហ៊ុនមានការកែលម្អមួយចំនួនចាប់តាំងពីប្រតិបត្តិការរបស់ខ្លួន ដែលជារឿងធម្មតាសម្រាប់ទីផ្សារថាមវន្តនាពេលបច្ចុប្បន្ននេះ ហើយប្រសិនបើក្រុមហ៊ុនមានគម្រោងបន្តប្រកួតប្រជែងជាមួយនឹងការប្រកួតប្រជែង។ យើងនឹងរាយបញ្ជីការកែលម្អជាមូលដ្ឋានមួយចំនួននៅក្នុងអាជីវកម្ម និងពិពណ៌នាអំពីអ្វីដែលធំជាងគេមួយចំនួន ដែលបាននាំមកនូវវឌ្ឍនភាពដ៏អស្ចារ្យបំផុតនៅក្នុងអាជីវកម្ម។ ការសាងសង់ម៉ាស៊ីនសម្ងួតនៅឆ្នាំ 2007
ការទិញម៉ាស៊ីនសម្ងួតកុំព្យូទ័រទំនើបចំនួនពីរសម្រាប់ឈើ។ ការវិនិយោគនេះបានក្លាយជាការវិនិយោគដ៏ល្អបំផុតមួយនៅក្នុងការងារកន្លងមកនៃសិក្ខាសាលាជាងឈើ "Savo Kusić" Sombor ។ តាមរយៈការបង្រួបបង្រួមដំណើរការផលិតគ្រឿងសង្ហារិមឈើ ដោយការទិញម៉ាស៊ីនសម្ងួតទាំងនេះ ឥឡូវនេះ សិក្ខាសាលាជាងឈើកំពុងឈានទៅរកការប្រជែងដណ្តើមតំណែងជាអ្នកដឹកនាំនៅថ្នាក់មូលដ្ឋាន។ ជាលទ្ធផល លទ្ធភាពនៃការលក់ឈើស្ងួតដោយខ្លួនឯងបានបើកចំហរ ក្រៅពីបំណងដើមដែលការផលិតឈើស្ងួតត្រូវបានគ្រោងទុកសម្រាប់តែតម្រូវការផ្ទាល់ខ្លួនប៉ុណ្ណោះ។ សិក្ខាសាលាជុំវិញឥឡូវនេះកំពុងពឹងផ្អែកលើការងាររបស់ក្រុមហ៊ុន "Savo Kusić" ហើយទុកឱ្យក្រុមហ៊ុននេះមានឱកាសកាន់តែច្រើនក្នុងការផ្សព្វផ្សាយតម្លៃផលិតផល។
ព័ត៌មានលម្អិតបច្ចេកទេស៖
- សមត្ថភាព 80 ម។3. កម្មវិធីកុំព្យូទ័រគឺទទួលខុសត្រូវលើចង្វាក់ស្ងួតត្រឹមត្រូវ បង្កើតសម្រាប់តែប្រភេទឈើជាក់លាក់មួយ ហើយលទ្ធផលនៃការសម្ងួតគឺស្ងួត ឈើមិនខូចទ្រង់ទ្រាយ គ្មានស្នាមប្រេះតូចៗ។
- ដោយការសម្ងួតតាមរបៀបនេះ អ្នកទទួលបានគ្រឿងសង្ហារឹមដែលមានគុណភាព ជាមួយនឹងកម្រិតអប្បបរមានៃការវាយលុកនៃផលិតផលដែលបានបញ្ចប់ និងដោយគ្មានដង្កូវ និងស៊ុតរបស់ពួកគេ ដែលត្រូវបានបន្សាបនៅក្នុងដំណើរការស្ងួតដោយខ្លួនឯង។
ការសាងសង់ហាងថ្នាំលាបនៅឆ្នាំ ២០០១ ។
នៅក្នុងក្រុមហ៊ុន យើងមានមោទនភាពជាពិសេសចំពោះហាងថ្នាំលាបនេះ។
ការសម្រេចចិត្តប្រើប្រាស់ផ្នែកមួយនៃមូលនិធិដើម្បីកែលម្អផលិតកម្មចុងក្រោយ ពោលគឺឧ។ ដើម្បីបង្កើតហាងថ្នាំលាបទំនើបសម្រាប់តែឈើ បង្កើនការផលិតចុងក្រោយដល់កម្រិតខ្ពស់បំផុត។ គ្រឿងសង្ហារិមដែលលាបពណ៌នៅក្នុងហាងលាបពណ៌នេះ គឺធ្វើឡើងដោយការលាបថ្នាំបីស្រទាប់ ហើយរវាងការលាបនីមួយៗ ការបូមខ្សាច់ល្អត្រូវបានធ្វើឡើងដើម្បីធ្វើឱ្យផ្ទៃគ្រឿងសង្ហារឹមមានភាពរលោង។
ប្រព័ន្ធដែលត្រូវបានតំណាងនៅក្នុងហាងថ្នាំលាបមានឥទ្ធិពលយ៉ាងខ្លាំងទៅលើការរក្សាសុខភាពរបស់បុគ្គលិក។ នេះអាចធ្វើទៅបានដោយកង្ហារបូម និងបញ្ចេញទឹកដែលមានសមត្ថភាពធំ (លំហូរចូលថេរនៃខ្យល់ស្អាត និងការដកយកខ្យល់ពុលចេញ) កូដវាំងននទឹកត្រូវបានបង្កើតឡើងនៅលើជញ្ជាំងទាំងមូល (ភាគល្អិតថ្នាំលាបនៅក្នុងខ្យល់ចាប់យកទឹក ហើយត្រូវបានយកចេញពី អង្គជំនុំជម្រះ) របាំងការពារដែលមានតម្រងពីរ (សម្អាតខ្យល់ដែលស្រូបចូលដោយផ្ទាល់) ។
ជាពិសេស បុគ្គលិកត្រូវយកចិត្តទុកដាក់លើភាពស្អាតនៅពេលស្នាក់នៅក្នុងម៉ាស៊ីនសម្ងួត ដើម្បីកាត់បន្ថយបរិមាណធូលីដែលអាចធ្លាក់លើផ្ទៃម្រ័ក្សណ៍ខ្មុក។ ខ្យល់ដែលត្រូវបាននាំចូលទៅក្នុងហាងថ្នាំលាបត្រូវបានត្រងនិងគូរដំបូងតាមរយៈវាំងននទឹកពិសេសដែលមានទីតាំងនៅបន្ទប់ជាប់គ្នាហើយមានតែបន្ទាប់មកចូលក្នុងបន្ទប់គំនូរ។
ផលិតផល និងសេវាកម្មរបស់ក្រុមហ៊ុន
ដូចដែលបានរៀបរាប់រួចមកហើយ ផលិតផលសំខាន់ៗរបស់ក្រុមហ៊ុនគឺជាងឈើតាមផ្ទះ និងឈើស្ងួត។ ក្រោមពាក្យថា ជាងឈើតាមផ្ទះ យើងមានន័យថា ក្នុងចំណោមរបស់ផ្សេងទៀត៖ ផ្ទះបាយ ជណ្តើរ បន្ទប់ តុ បង្អួច ទូ គ្រឿងសង្ហារិម...
ការអនុវត្តឧបករណ៍ LEAN និង Kaizen
LEAN
- ការណាត់ជួប គ្មានខ្លាញ់ (អេង. Lean = lean thin) គឺជាមូលដ្ឋាននៃការលុបបំបាត់រាល់សកម្មភាពដែលមិនបន្ថែមតម្លៃដល់ផលិតផល។ ក្នុងន័យនេះ Lean កំណត់ពេលវេលាពីរប្រភេទ៖
- ពេលវេលាដែលស្ថានភាពនៃប្រធានបទនៃការងារមិនផ្លាស់ប្តូរ
- ពេលវេលាដែលស្ថានភាពនៃប្រធានបទនៃការងារផ្លាស់ប្តូរ
តាមរយៈឧបករណ៍របស់វា Lean លុបបំបាត់ ឬកាត់បន្ថយដល់កម្រិតអប្បបរមានៅពេលដែលស្ថានភាពនៃធាតុការងារមិនផ្លាស់ប្តូរ (មិនបន្ថែមតម្លៃដល់ផលិតផល)។ ដូចគ្នានេះផងដែរដោយការអនុវត្តឧបករណ៍គ្មានខ្លាញ់ ការយកចិត្តទុកដាក់ត្រូវបានយកចិត្តទុកដាក់ក្នុងការកើតឡើងនៃកំហុស និងការលុបបំបាត់របស់ពួកគេ។
ខាងក្រោមនេះ យើងនឹងរាយបញ្ជីដោយសង្ខេប និងពណ៌នាអំពីឧបករណ៍គ្មានខ្លាញ់ដែលប្រើក្នុងការងារនេះ។
- SMED
អក្សរកាត់នៃពាក្យអង់គ្លេស Single Minute Exchange of Dies ។ វាមានន័យថាការផ្លាស់ប្តូរឧបករណ៍រហ័ស។ វាត្រូវបានបង្កើតឡើងដោយ Toyota និងកាត់បន្ថយពេលវេលាផ្លាស់ប្តូរឧបករណ៍មកតិចជាងមួយនាទី។ រួមបញ្ចូល៖
- ការដកឧបករណ៍ចាស់ចេញ
- ការដំឡើងឧបករណ៍ថ្មី។
- ពេលវេលារៀបចំ
SMED បែងចែកសកម្មភាពរបស់ខ្លួនជាពីរផ្នែក៖
- សកម្មភាពខាងក្រៅ - សកម្មភាពទាំងអស់ដែលកើតឡើងខណៈពេលដែលម៉ាស៊ីនកំពុងដំណើរការដោយមានគោលបំណងជំនួសឧបករណ៍
- សកម្មភាពខាងក្នុង - សកម្មភាពទាំងនេះត្រូវបានអនុវត្តខណៈពេលដែលម៉ាស៊ីនត្រូវបានបិទ
SMED ខិតខំប្រែក្លាយសកម្មភាពទាំងអស់ទៅជាសកម្មភាពខាងក្រៅ ពោលគឺឧ។ ថាប្រតិបត្តិការរបស់ម៉ាស៊ីនមិនឈប់ទេ។
2. នីតិវិធីស្តង់ដារ
រឿងជាមូលដ្ឋានមួយនៃការគ្រប់គ្រងដំណើរការណាមួយគឺធ្វើឱ្យវាអាចវាស់វែងបាន ដើម្បីអាចតាមដានលទ្ធផល។ ដូច្នេះជាដំបូង ចាំបាច់ត្រូវសង្កេតមើលការចាប់ផ្តើម និងចុងបញ្ចប់នៃប្រតិបត្តិការនីមួយៗ ហើយបន្ទាប់មកពិនិត្យមើលសកម្មភាពទាំងអស់ដែលត្រូវបានអនុវត្តនៅក្នុងដំណើរការនោះ។ នេះផ្តល់នូវមូលដ្ឋានសម្រាប់លទ្ធភាពនៃការកែលម្អបន្ថែមទៀតនៅក្នុងលក្ខខណ្ឌនៃការវិភាគដំណើរការ និងការកែលម្អសកម្មភាពនីមួយៗដោយឡែកពីគ្នា។ នេះអាចកាត់បន្ថយទៅតាមការតាមដានចលនានីមួយៗដោយប្រើនីតិវិធី MTM។
អ្វីដែលស្តង់ដារស្វែងរកដើម្បីធានាគឺ៖
- ដំណើរការស្ថេរភាព
- កំណត់ការចាប់ផ្តើម និងបញ្ចប់នៃសកម្មភាពនីមួយៗ
- ការបង្កើតមូលដ្ឋានគ្រឹះសម្រាប់ការរីកចម្រើនបន្ថែមទៀត
- ងាយស្រួលកំណត់អត្តសញ្ញាណមូលហេតុនៃកំហុស
- អភិវឌ្ឍស្មារតីលើកទឹកចិត្តរបស់អ្នកចូលរួមប្រតិបត្តិការ
- ការសម្របសម្រួលដល់ការបណ្តុះបណ្តាលបុគ្គលិកថ្មី តាមរយៈឯកសារនៃសកម្មភាពទាំងអស់ និងវិធីដែលសកម្មភាពទាំងនេះត្រូវបានអនុវត្ត។
ដោយភ្ជាប់ជាមួយនឹងការកែលម្អជាបន្តបន្ទាប់ ស្តង់ដារអាចជាឧបករណ៍ដ៏ល្អមួយ ក្នុងន័យនៃម៉ាស៊ីនជំរុញដ៏រឹងមាំដែលជំរុញឱ្យស្ថាប័នទាំងមូលឆ្ពោះទៅមុខ ខណៈពេលដែលការពង្រឹងវប្បធម៌ដែលអ្នកចូលរួមម្នាក់ៗខិតខំរួមចំណែកដល់ការកែលម្អ។
នៅក្នុងពាក្យសាមញ្ញជាងនេះ ស្តង់ដារកំណត់អត្តសញ្ញាណ និងចេញវេជ្ជបញ្ជា រដ្ឋដែលបានបង្កើតថ្មីត្រូវបានបង្កើតឡើង និងក្លាយជាចំណុចចាប់ផ្តើមសម្រាប់ការផ្លាស់ប្តូរឆ្ពោះទៅរកភាពល្អឥតខ្ចោះជាងមុន។
3. ចាឌីកូកា
Jidoka - គុណភាពនៅប្រភព។ គុណភាពគួរតែជាផ្នែកសំខាន់មួយនៃដំណើរការផលិត ហើយតាមរបៀបនេះ វាអាចមានប្រតិកម្មស្ទើរតែភ្លាមៗ ហើយកត់សម្គាល់ភ្លាមៗពីមូលហេតុនៃកំហុស។ គោលការណ៍នេះគឺផ្អែកលើការពិតដែលថាមិនមានស្ថាប័នពិសេសដែលគ្រប់គ្រងផលិតផលនោះទេប៉ុន្តែថាដំណើរការនេះកើតឡើងដោយផ្ទាល់នៅកន្លែងធ្វើការដោយកម្មករ។
ដោយប្រើគោលការណ៍នេះក្នុងការផលិត ផលិតផលមិនត្រូវបានបញ្ជូនបន្ថែមទៀតសម្រាប់ដំណើរការទេ ហើយកំហុសត្រូវបានកែដំរូវភ្លាមៗ (ព្រោះវាត្រូវបានកត់សម្គាល់ទាន់ពេលវេលា) ហើយការកើតឡើងបន្ថែមទៀតនៃកំហុសដែលនឹងត្រូវបាន "បង្កប់" នៅក្នុងបំណែកដែលត្រូវបានទទួលមរតកត្រូវបានរារាំង។ . ផលិតកម្មដែលបង្កើតឡើងតាមរបៀបនេះផ្តល់ឱ្យកម្មករនូវសិទ្ធិអំណាចក្នុងការបញ្ឈប់ដំណើរការផលិត ឬផ្នែកនៃដំណើរការ ដើម្បីឱ្យភាពមិនប្រក្រតីត្រូវបានលុបចោល។ នេះមានន័យថាកម្មករទទួលបានអំណាចកាន់តែច្រើន ហើយការលើកទឹកចិត្តរបស់និយោជិតត្រូវបានប៉ះពាល់ដោយផ្ទាល់ ពីព្រោះពួកគេទទួលបានអារម្មណ៍ជាកម្មសិទ្ធិរបស់អង្គការ។
Kaizen
ការណាត់ជួប កៃហ្សេន(មានន័យថា "ការកែលម្អ" ឬ "ការផ្លាស់ប្តូរឱ្យកាន់តែប្រសើរឡើង") គឺជាពាក្យដែលបានអនុម័តពីភាសាជប៉ុនដែលសំដៅទៅលើទស្សនវិជ្ជាឬការអនុវត្តក្នុងគោលបំណងធ្វើឱ្យប្រសើរឡើងជាបន្ត។ (Kaizen, 2015) ។
លក្ខណៈពិសេសចម្បងរបស់ kaizen គឺថាវាជាដំណើរការគ្មានទីបញ្ចប់ និងជាបន្ត ដែលផ្អែកលើការកែលម្អឥតឈប់ឈរ ដំណើរការលឿន និងប្រសើរជាងមុននៃសកម្មភាពប្រចាំថ្ងៃ។ ទស្សនវិជ្ជា kaizen ពឹងផ្អែកជាចម្បងទៅលើការកែលម្អតិចតួចនៅក្នុងដំណើរការ ដែលក្រោយមក ជាទូទៅធ្វើអោយដំណើរការប្រសើរឡើងយ៉ាងខ្លាំង ដែលធ្វើឱ្យវាកាន់តែមានផលិតភាព និងគុណភាពខ្ពស់។
អ្វីដែលសំខាន់ផងដែរនោះគឺថា kaizen ផ្សព្វផ្សាយវប្បធម៌នៅក្នុងក្រុមហ៊ុនដែលផ្អែកលើការពិតដែលថាបុគ្គលិកគ្រប់រូបអាចរួមចំណែកដល់ការកែលម្អដំណើរការ ដោយលើកទឹកចិត្តពួកគេឱ្យស្នើការកែលម្អនេះ និងអនុវត្តវានៅកន្លែងធ្វើការរបស់ពួកគេ។
ខាងក្រោមនេះ យើងនឹងបង្ហាញអំពីបញ្ហាដែលបានសង្កេតនៅក្នុងដំណើរការរបស់ក្រុមហ៊ុន និងកំណត់មូលហេតុរបស់វា និងធ្វើការកែលម្អដែលនឹងលុបបំបាត់បញ្ហាទាំងនោះ។
ធ្វើឱ្យប្រសើរឡើង 1 - ការទទួលទានខ្យល់ម៉ាស៊ីន CNC
- បានប្រើ៖
- ចាឌីកូកា - បើកការត្រួតពិនិត្យដោយផ្ទាល់លើឧបករណ៍ដោយកម្មករ តាមរយៈសម្ភារៈដែលមានតម្លាភាព និងងាយស្រួលក្នុងការកំណត់អត្តសញ្ញាណកំហុស។
- SMED - ការផ្លាស់ប្តូរឧបករណ៍កាន់តែលឿន និងមានសុវត្ថិភាពជាងមុនត្រូវបានបើក ពីព្រោះឧបករណ៍អាចចូលប្រើបានច្រើនជាង បើទោះជាមិនមានសន្លឹកដែកជុំវិញ (ហានិភ័យនៃការកាត់ដៃត្រូវបានលុបចោល)
- Kaizen - ស៊េរីនៃការកែលម្អតិចតួចនៅក្នុងលក្ខខណ្ឌនៃភាពឯកោប្រសើរជាងមុនពីសំលេងរំខាន ការគ្រប់គ្រងផ្នែកបន្ថែមលឿនជាងមុន ហើយដូច្នេះការកាត់បន្ថយពេលវេលានៃការបញ្ចប់ការរៀបចំ - កាត់បន្ថយការបាត់បង់ MUDA និង MURI


រូបភាពទី 2 - ការទទួលទាន (ដឹកនាំ) សម្រាប់ខ្យល់

រូបភាពទី 3 - ការទទួលយកខ្យល់ (អ្នកដឹកនាំ) បង្ហាញពីឧបករណ៍នៅលើដុំនិងដែកសន្លឹកជុំវិញ
ការកំណត់បញ្ហា៖
- ការបូមធូលីគ្មានប្រសិទ្ធភាព. នៅពេលធ្វើការលើម៉ាស៊ីន CNC (កុំព្យូទ័រគ្រប់គ្រងលេខ) មានធូលី និងខ្ចាត់ខ្ចាយនៃ sawdust ឈើយ៉ាងច្រើន។ បញ្ហាគឺថានៅក្នុងពេលវេលារវាងការកែច្នៃបំណែកទាំងពីរនោះ sawdust ត្រូវតែត្រូវបានសម្អាត (ដោយខ្យល់ឬជក់) ។ ដំណោះស្រាយរោងចក្រដែលត្រូវបានដំឡើងនៅលើម៉ាស៊ីនដែលបម្រើជាឧបករណ៍បំលែងខ្យល់ជាមួយនឹងជក់នៅចុងបញ្ចប់ដូច្នេះថា sawdust មិនខ្ចាត់ខ្ចាយនៅជុំវិញនោះមិនបំពេញតាមគោលបំណង។ Sawdust, នៅក្រោមឥទ្ធិពលនៃនិចលភាព, គ្រប់គ្រងដើម្បីឆ្លងកាត់នៅក្រោមជក់និងទៅហួសពីដៃរបស់ម៉ាស៊ីនបូមធូលី។
- ការធ្វើចលនាមិនល្អជាមួយនឹងបំណែកខ្ពស់ជាង. នៅពេលដំណើរការដុំខ្ពស់ជាងនេះ វាចាំបាច់ក្នុងការបង្កើនការទទួលទានខ្យល់ ដើម្បីកុំឱ្យវាចាប់លើដុំ ព្រោះនៅក្នុងដំណោះស្រាយបច្ចុប្បន្ន ការទទួលទានផ្លាស់ទី (ក្នុងកម្ពស់ - អ័ក្ស z) ដោយឯករាជ្យពីម៉ូទ័រ និង spindle ។
- ភាពមើលឃើញខ្សោយនៃបំណែកដែលកំពុងដំណើរការ។ ដូចគ្នានេះផងដែរ, បញ្ហាគឺកង្វះនៃការមើលឃើញនៃបំណែកក្នុងអំឡុងពេលធ្វើការ។ នៅក្នុងការអនុវត្ត នេះតំណាងឱ្យការឈឺចាប់យ៉ាងខ្លាំងសម្រាប់ប្រតិបត្តិករ CNC ពីព្រោះគាត់មិនអាចប្រតិកម្មទាន់ពេលវេលាប្រសិនបើមានកំហុសកើតឡើង ដូច្នេះវាជារឿយៗកើតឡើងដែលឧបករណ៍ចាប់បានក្ដាប់នៅចុងនៃបំណែកដែលកំពុងដំណើរការ ឬឧបករណ៍នោះចេញទៅក្រៅវិមាត្រ។ នៃបំណែកនេះ ជាលទ្ធផលនៅក្នុងបំណែកដែលមិនត្រូវបានដំណើរការ និងចាប់ដោយឧបករណ៍នៅម្ខាង។
- ការបើកទ្វារចូលកំឡុងពេលប្រតិបត្តិការ. នេះគឺជាបញ្ហាដែលកើតឡើងមួយផ្នែកមកពីការបង្ខិតបង្ខំមិនល្អ នៅពេលដែលដុំនោះមានកម្ពស់ខ្ពស់ ជក់ទាំងនោះនឹងរុញច្រានដុំនោះដល់ចំណុចដែលទ្វារបើក។
- ការផ្លាស់ប្តូរឧបករណ៍មិនប្រក្រតី. ដោយសារតែសំណង់ដ៏ធំដែលដើរជុំវិញម៉ាស៊ីន ហើយដែកសន្លឹករបស់វានៅជុំវិញឧបករណ៍ធ្វើឱ្យពិបាកក្នុងការចូល ការផ្លាស់ប្តូរឧបករណ៍គឺមានការរអាក់រអួលខ្លាំង ហើយមានលទ្ធភាពនៃការកោសដៃពីសន្លឹកដែក។
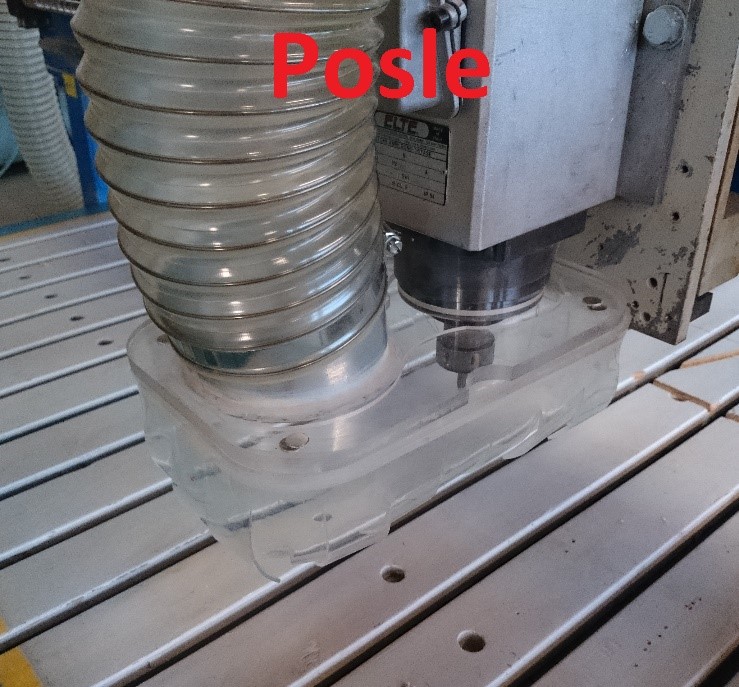
- ដំណោះស្រាយ - បង្កើតការបន្ថែមថ្មីពីវត្ថុធាតុថ្លា
មូលហេតុនៃបញ្ហាទាំងនេះគឺការស្រូបយកខ្យល់ដែលដោយសារតែការសាងសង់របស់វាពិបាកដោះស្រាយនិងបង្កើតបញ្ហាជាច្រើនក្នុងអំឡុងពេលប្រតិបត្តិការ។ ក្នុងអំឡុងពេលធ្វើការ ប្រតិបត្តិករថែមទាំងរុះរើរចនាសម្ព័ន្ធទាំងមូលចេញ ព្រោះវាងាយស្រួលជាងក្នុងការធ្វើការលើម៉ាស៊ីន ហើយបញ្ហាដែលបានរៀបរាប់ខាងលើភាគច្រើនត្រូវបានលុបចោលដោយស្វ័យប្រវត្តិ ប៉ុន្តែនៅតែមានចំនួនច្រើននៃ sawdust ហើយផ្ទៃការងារត្រូវតែសម្អាតជានិច្ច។ .

រូបភាពទី 4 - ម៉ាស៊ីនកំពុងដំណើរការដោយគ្មានខ្យល់ចូល
នៅពេលស្វែងរកដំណោះស្រាយចំពោះបញ្ហានេះ បន្ថែមពីលើវ៉ារ្យ៉ង់នៃការកែប្រែការទទួលទានដែលមានស្រាប់ ដំណោះស្រាយមួយត្រូវបានរកឃើញដែលបំពេញតាមលក្ខណៈវិនិច្ឆ័យដែលបានកំណត់ទាំងអស់ ហើយដំណោះស្រាយដែលផ្តល់ជូនទាំងអស់គឺសាមញ្ញបំផុត និងមានប្រសិទ្ធភាពបំផុតក្នុងការអនុវត្ត។ វាគឺជាការបង្កើតការបន្ថែមថ្មីទាំងស្រុងពីវត្ថុធាតុ polycarbonate ថ្លា។ បន្ថែមពីលើផលវិបាកដែលកម្មវិធីជំនួយនេះដោះស្រាយ វាក៏បង្ហាញនៅទីនោះផងដែរ។ អត្ថប្រយោជន៍បន្ថែមទាក់ទងនឹងអ៊ីសូឡង់សំឡេងកាន់តែប្រសើរ.

លើសពីនេះទៀតគ្រឿងបន្ថែមចំនួនបីត្រូវបានធ្វើឡើងដែលត្រូវបានម៉ោនយ៉ាងងាយស្រួលនៅលើផ្នែកសំខាន់ដោយមានជំនួយពីមេដែក។


រូបភាពទី 5 - គ្រឿងបន្លាស់ដែលមានកម្ពស់ខុសៗគ្នាដោយមានមេដែកសម្រាប់ភ្ជាប់

ការពង្រឹង 2 - ការកំណត់ចំណុចចាប់ផ្តើម
បានប្រើ៖
- Kaizen - ការកែលម្អដោយការណែនាំការគ្រប់គ្រងឥតខ្សែ ហើយដូច្នេះជៀសវាងការជួលបន្ថែម (MURA) និងការងារលើសទម្ងន់ (MURI) ។ ដូចគ្នានេះផងដែរ ការរួមបញ្ចូលគ្នានៃ Jidoka និង Kaizen បានបង្កើតលក្ខខណ្ឌសម្រាប់ការកែលម្អគុណភាពទិន្នផល ដោយសារតែឧបករណ៍នេះត្រូវបានដាក់ទីតាំងកាន់តែត្រឹមត្រូវ។
រូបភាពទី 6 - ការកំណត់ឧបករណ៍ខាងលើទីតាំងដំបូង
ការកំណត់បញ្ហា
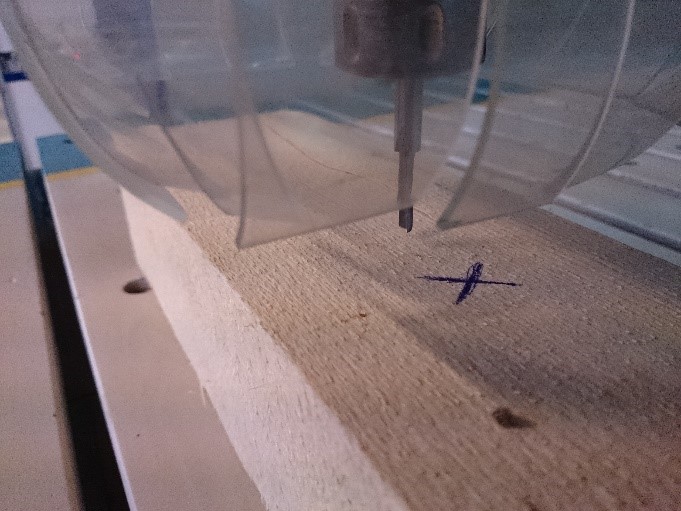
- អសមត្ថភាពរបស់ប្រតិបត្តិករដើម្បីកំណត់ឧបករណ៍ដោយឯករាជ្យទៅចំណុចចាប់ផ្តើម។ មុនពេលប្រតិបត្តិការនីមួយៗ ប្រតិបត្តិករ CNC ដាក់ឧបករណ៍នៅចំណុចចាប់ផ្តើមនៃ workpiece លុះត្រាតែវាត្រូវបានកំណត់ទុកជាមុនដោយគំរូដែលភ្ជាប់ទៅនឹងតារាង និងកត់ត្រាជាទីតាំងនៅក្នុងកុំព្យូទ័រ។ ហេតុផលសម្រាប់នេះគឺជាចម្ងាយរាងកាយរបស់កុំព្យូទ័រពីតុរបស់ម៉ាស៊ីនហើយក្នុងអំឡុងពេលនីតិវិធីនេះវាតែងតែចាំបាច់សម្រាប់មនុស្សម្នាក់ទៀតដើម្បីជួយប្រតិបត្តិករក្នុងទិសដៅណាមួយដើម្បីផ្លាស់ទីម៉ូទ័ររបស់ម៉ាស៊ីន។ រូបភាពទី 7 បង្ហាញពីប្រតិបត្តិករនិងចម្ងាយរាងកាយរបស់គាត់ពីតារាងដែលគាត់មិនអាចមើលឃើញចំណុចចាប់ផ្តើមដូច្នេះពេលវេលារៀបចំសម្រាប់ប្រតិបត្តិការនេះគឺវែងណាស់។


រូបភាពទី 7 - ប្រតិបត្តិករកែតម្រូវឧបករណ៍ទៅទីតាំងដំបូង
ដំណោះស្រាយ - ការណែនាំយ៉យស្ទីកឥតខ្សែ
បន្ថែមពីលើជម្រើសនៃការយកក្តារចុចឥតខ្សែ មានគំនិតមួយដើម្បីដំឡើងយ៉យស្ទីកឥតខ្សែ ដែលជាការជំនួសក្តារចុច។ បន្ថែមពីលើមុខងាររមូរយ៉យស្ទីកដែលបានកំណត់ ក្តារចុចនៅតែដំណើរការដដែល ហើយប្រតិបត្តិករអាចប្រើក្តារចុច ឬយ៉យស្ទីកតាមការចង់បាន។
វាក៏មានការកែលម្អបន្ថែមផងដែរ ដែលទទួលបានជាមួយនឹងការណែនាំនៃយ៉យស្ទីក ដែលជាលទ្ធភាពដែលថាប្រសិនបើស្ថានភាពដែលមិនបានមើលឃើញទុកជាមុនកើតឡើង ប្រតិបត្តិករដោយប្រើយ៉យស្ទីកនៅក្នុងដៃរបស់គាត់អាចបិទម៉ាស៊ីនទាំងមូលដោយស្វ័យប្រវត្តិ ឬគ្រាន់តែផ្អាកម៉ាស៊ីនមេ។ ដែលឧបករណ៍កំពុងដំណើរការ ដូច្នេះនៅពេលក្រោយ ម៉ាស៊ីនអាចបន្តជាមួយកូដបានយ៉ាងងាយស្រួល។ នេះតំណាងឱ្យការកែលម្អគួរឱ្យកត់សម្គាល់នៅក្នុងលក្ខខណ្ឌនៃសុវត្ថិភាពនៅកន្លែងធ្វើការ ប៉ុន្តែក៏រួមចំណែកដល់ការបន្តប្រតិបត្តិការដ៏ងាយស្រួល ដែលវាឈប់។
ធ្វើឱ្យប្រសើរឡើង 3 - ការធ្វើសមកាលកម្មកុំព្យូទ័រ
បានប្រើ៖
- Kaizen - ការកែលម្អការផ្ទេរឯកសារនៅក្នុងប្រព័ន្ធ ដោយជំនួសការប្តូរដោយដៃជាមួយនឹងការចែករំលែកដោយស្វ័យប្រវត្តិរវាងកុំព្យូទ័រ ហើយកាត់បន្ថយពេលវេលារង់ចាំរបស់ប្រតិបត្តិករ និងអ្នករចនា (MUDA)។
- ស្តង់ដារ - នៅក្នុងដំណើរការនៃការរចនាគំនូរ (ការបង្កើតចំណុចត្រួតពិនិត្យប្រាំមួយនៃកូដលទ្ធផល) ។

រូបភាពទី 8 - អសមត្ថភាពក្នុងការធ្វើសមកាលកម្មឯកសាររវាងកុំព្យូទ័រ
ការកំណត់បញ្ហា
- ការផ្ទេរឯកសារទៅ CNC. មានកុំព្យូទ័រចំនួនបួននៅក្នុងក្រុមហ៊ុន ដែលត្រូវបានបំបែកចេញពីរាងកាយ។ មានមួយនៅក្នុងផលិតកម្មខ្លួនឯង (នៅលើម៉ាស៊ីន CNC) ពីរនៅក្នុងការិយាល័យ និងកុំព្យូទ័រដែលលេខកូដត្រូវបានគូរ និងម៉ាស៊ីនដែលមានទីតាំងនៅ Novi Sad ។ មានបញ្ហាក្នុងការផ្ទេរ និងផ្ទុកឯកសារពីកុំព្យូទ័រទៅកុំព្យូទ័រ។
- ភាពចម្រុះនៃឯកសារនៅលើកុំព្យូទ័រ. នៅលើកុំព្យូទ័រនីមួយៗមានថតសម្រាប់ម៉ាស៊ីន CNC ដែលមានឯកសារទាំងអស់ដែលចាំបាច់សម្រាប់ដំណើរការលើម៉ាស៊ីន។ បញ្ហាគឺថាប្រសិនបើឯកសារណាមួយត្រូវបានកែប្រែដោយដៃ នោះឯកសារនោះនឹងមិនត្រូវបានកែប្រែនៅលើកុំព្យូទ័រផ្សេងទៀតឡើយ។
- ការផ្តល់លេខកូដមិនសមរម្យ. នៅពេលរចនាគំនូរវាជារឿយៗកើតឡើងដែលអ្នករចនាមិនបញ្ជាក់ឯកតារង្វាស់ឱ្យបានត្រឹមត្រូវហើយជំនួសឱ្យឯកតារង្វាស់ CM (ដែលគាត់ទទួលបានតាមការស្នើសុំ) គាត់សម្គាល់ MM ឬផ្ទុយមកវិញ។ បញ្ហាក៏កើតឡើងពីចំណុចសូន្យដែលបានជ្រើសរើសខុស កម្រាស់ដុំជាដើម។ ដែលអាចបណ្តាលមកពីឯកតារង្វាស់ខុស។
- ដំណោះស្រាយ
នៅដើមដំបូង ឯកសារត្រូវបានផ្ញើតាមអ៊ីមែល ដូច្នេះប្រតិបត្តិករបានកត់ត្រាឯកសារនោះនៅលើកុំព្យូទ័រ ហើយផ្ទុកវានៅលើ CNC ។ នេះត្រូវបានពន្លឿនបន្តិចដោយកម្មវិធី TeamViewer ដែលអាចត្រូវបានប្រើដើម្បីគ្រប់គ្រងកុំព្យូទ័រពីចម្ងាយ និងផ្ទេរឯកសារនោះដោយផ្ទាល់ទៅកុំព្យូទ័រ។ ប៉ុន្តែបញ្ហានៃការធ្វើសមកាលកម្មឯកសារជាមួយកុំព្យូទ័រផ្សេងទៀតនៅតែមាន ដូច្នេះវាត្រូវតែផ្ទេរទៅកុំព្យូទ័រផ្សេងទៀតតាមរយៈកម្មវិធី។
ក្នុងការស្វែងរកដំណោះស្រាយចំពោះបញ្ហានេះ សេវាកម្ម Google Drive បានលេចចេញជាអ្វីដែលល្អបំផុត (ភាសាអង់គ្លេស. ថាស Google) ។ ជាមួយនឹងដំណោះស្រាយ Google នេះ វាអាចភ្ជាប់កុំព្យូទ័រជាច្រើនទៅមូលដ្ឋានទិន្នន័យតែមួយ ពីកន្លែងដែលកុំព្យូទ័រនីមួយៗធ្វើសមកាលកម្ម និងផ្ទេរឯកសារដែលមិនមាននៅក្នុងមូលដ្ឋានទិន្នន័យរបស់វា ឬដែលត្រូវបានផ្លាស់ប្តូរទៅអង្គចងចាំខាងក្នុងរបស់វា។ លទ្ធផលជាក់ស្តែងគឺលេខកូដសម្រាប់ម៉ាស៊ីននៅក្នុង Novi Sad ត្រូវបានបង្កើត កត់ត្រានៅលើកុំព្យូទ័រនោះ ហើយក្នុងរយៈពេលពីរបីវិនាទី (អាស្រ័យលើទំហំឯកសារ) ត្រូវបានផ្ទេរទៅកុំព្យូទ័រទាំងអស់នៅក្នុង Sombor ។ ម្យ៉ាងវិញទៀត ប្រសិនបើប្រតិបត្តិករផ្លាស់ប្តូរលេខកូដដោយដៃនៅលើម៉ាស៊ីន CNC នោះលេខកូដត្រូវបានបន្តដោយស្វ័យប្រវត្តិនៅក្នុង Novi Sad ផងដែរ។
ដូចគ្នានេះផងដែរប្រសិនបើលេខកូដត្រូវបានបង្កើតនិងកត់ត្រានៅលើកុំព្យូទ័រនៅក្នុង Novi Sad ហើយប្រសិនបើកុំព្យូទ័រនៅលើ CNC មិនត្រូវបានបើកនោះលេខកូដនឹងត្រូវបានផ្ទេរទៅ CNC ភ្លាមៗនៅពេលដែលវាត្រូវបានបើកដោយមិនរង់ចាំដូចដែលវាត្រូវ ពេលកំពុងប្រើកម្មវិធី TeamViewer ដែលឯកសារអាចផ្ទេរបានលុះត្រាតែបើកកុំព្យូទ័រ។

រូបភាពទី 9 - ឯកសារធ្វើសមកាលកម្មក្នុងរយៈពេលប៉ុន្មានវិនាទី
ដំណោះស្រាយ
បន្ថែមពីលើការធ្វើសមកាលកម្មដោយស្វ័យប្រវត្តិដែលបានពិពណ៌នានៅក្នុងចំណុចខាងលើ ធាតុស្តង់ដារក៏ត្រូវបានណែនាំផងដែរនៅក្នុងការចែកចាយកូដ i.e. កិច្ចព្រមព្រៀងដែលវិមាត្រទាំងអស់នៅក្នុងក្រុមហ៊ុនគួរតែជាមីលីម៉ែត្រ (មម)។ តាមរបៀបនេះ កូដមិនសមរម្យនឹងត្រូវបានជៀសវាង ហើយនឹងមិនមានការខ្វែងគំនិតគ្នាក្នុងការវិភាគបំណែកនោះទេ។ បន្ថែមពីលើកិច្ចព្រមព្រៀងនេះ ចំណុចចំនួនប្រាំមួយត្រូវបានបង្កើតឡើង ដែលត្រូវបានអនុវត្តដោយអ្នករចនា ដែលរួមមានៈ
- ឯកតានៃការគ្រប់គ្រងរង្វាស់នៅក្នុងកម្មវិធីខ្លួនវាផ្ទាល់
- ការកំណត់ចំណុចចាប់ផ្តើម
- ពិនិត្យចំណុចសូន្យ
- ពិនិត្យផ្នែកម៉ាស៊ីននៃម៉ាស៊ីនកាត់កិន
- ពិនិត្យមើលកម្រាស់នៃបំណែក
- កំពុងកត់ត្រាកំណែទាំងអស់នៃកូដទម្រង់ .art និង .tap
ដោយពិចារណាថាសំណើត្រូវបានទទួលជារៀងរាល់ថ្ងៃ ចំណុចត្រួតពិនិត្យទាំងនេះត្រូវបានជាប់គាំងនៅចំពោះមុខអ្នករចនាក្នុងទម្រង់ជាស្ទីគ័រ ហើយនៅចុងបញ្ចប់នៃដំណើរការគំនូរនីមួយៗ អ្នករចនាត្រូវឆ្លងកាត់ចំណុចទាំងអស់ដោយឡែកពីគ្នា ដើម្បីកុំឱ្យមានការលួចលាក់កំហុសនៅក្នុង ការរចនានិងម៉ាស៊ីនកូដ។
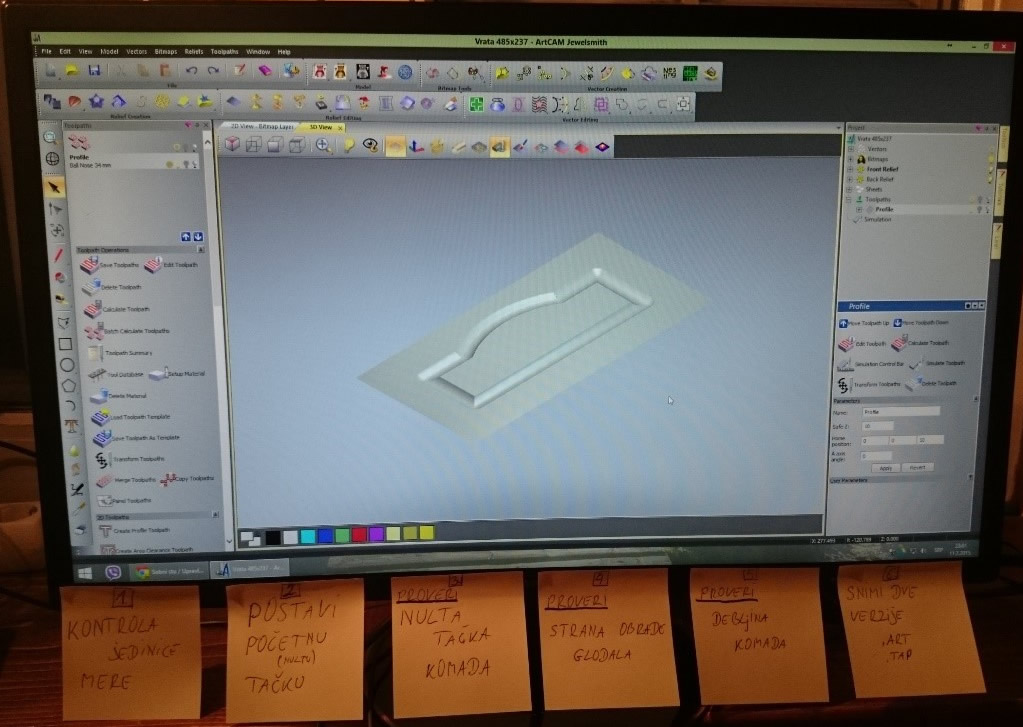
រូបភាពទី 10 - ចំណុចត្រួតពិនិត្យដែលបានអនុវត្តមុនពេលថតឯកសារ
សេចក្តីសន្និដ្ឋាន
ការកែលម្អដែលយើងបានរាយក្នុងគំនិតរបស់យើងនឹងតំណាងឱ្យការផ្លាស់ប្តូរដ៏ធំនៅក្នុងវិធីនៃការអនុវត្តដំណើរការប្រចាំថ្ងៃនៅក្នុងក្រុមហ៊ុន។ និយោជិតបានឃើញថាតើការកែលម្អតិចតួចអាចមានសារៈសំខាន់ប៉ុណ្ណា ជាពិសេសនៅក្នុងការអនុវត្តការកែលម្អលេខ XNUMX ដែលយើងបានឃើញនៅក្នុងការអនុវត្តថាតើកម្មករមានការភ្ញាក់ផ្អើលយ៉ាងណាចំពោះការប្រើប្រាស់យ៉យស្ទីកជំនួសឱ្យក្តារចុច ហើយគ្រប់គ្នាបានទទួលយកការច្នៃប្រឌិតនេះដោយសាទរ ហើយចង់សាកល្បង វិធីថ្មីនៃការគ្រប់គ្រង។ នៅនឹងកន្លែង វាក៏ត្រូវបានគេមើលឃើញផងដែរថាតើវាមានសារៈសំខាន់យ៉ាងណាក្នុងការបំបែកភាពឯកកោនៃការងារប្រចាំថ្ងៃ និងជំរុញវិធីនៃការគិតថ្មីៗក្នុងចំណោមបុគ្គលិក។
យើងនិយាយនេះតាមទស្សនៈរបស់ក្រុមហ៊ុនដែលប្រាកដជាត្រូវការបរិយាកាសបែបនេះក្នុងពេលធ្វើសកម្មភាពប្រចាំថ្ងៃ ព្រោះជាក្រុមហ៊ុនដែលផលិតគ្រឿងសង្ហារិមផ្ទាល់ខ្លួន ហើយគ្រឿងសង្ហារឹមនីមួយៗមានលក្ខណៈប្លែកពីគេ ហើយតម្លៃដែលសាងសង់រួចក៏មានតម្លៃផងដែរ។ គឺទាក់ទងដោយផ្ទាល់ទៅនឹងការច្នៃប្រឌិតរបស់បុគ្គលិក។
ពិតណាស់ការផ្លាស់ប្តូរលេខ XNUMX គឺគួរឱ្យចាប់អារម្មណ៍បំផុត ប៉ុន្តែអ្វីដែលជះឥទ្ធិពលបំផុតលើដំណើរការគឺការអនុវត្តការទទួលទានខ្យល់ ដែលឥឡូវនេះប្រតិបត្តិករមានទិដ្ឋភាពទូទៅនៃធាតុការងារ ហើយមិនចាំបាច់សម្អាត sawdust ទេ។ បន្ទាប់ពីផ្នែកកែច្នៃនីមួយៗ។
យើងសន្និដ្ឋានថា អង្គការមានការយល់ដឹងអំពីអត្ថប្រយោជន៍នៃការកែលម្អ ហើយបរិស្ថានរបស់វាមិនធន់នឹងការផ្លាស់ប្តូរទេ។ នេះពិតជាកើតចេញពីការពិតដែលថាអង្គការនេះត្រូវបានប្រើសម្រាប់ការងារដែលអាចបត់បែនបាន ពីព្រោះគំរូអាជីវកម្មខ្លួនវាទាមទារវា ដែលគ្រឿងសង្ហារឹមតែងតែត្រូវបានសម្របតាមអតិថិជន ហើយរាល់សំណើនីមួយៗត្រូវបានគោរព។