
Með rennum þurfa sagirnar að vera vel festar og spenntar í grindinni. Þegar unnið er með veikt spenntar sagir fæst brot í formi bylgjulaga skurðar osfrv. Algengasta leiðin til að spenna sögina er með fleyg, sérvitringi, skrúfu (mynd 1), sem og leið til að spenna með vökvabúnaði. Það er verra að herða sögina með fleygum en aðrar aðferðir. Mikill fjöldi atvinnugreina framleiðir fjölda tegunda af öflugum, hröðum, mjög afkastamiklum sagum. Þessar mjög afkastamiklu sagarmyllur vinna í stórum viðarvinnslustöðvum í byggingariðnaði. Tæknilegir eiginleikar þessara ganghára eru gefnir upp í töflu 1.

Mynd 1: Sögin spennt í grind grindarinnar
Tafla 1: Tæknilegir eiginleikar helstu tegunda sokkabuxna með mikla framleiðni
| Tæknivísar | Mælieining | Tegundir ganghára | |||||||||
| Með einum sveifarás | Með tvo starfsmenn | ||||||||||
|
RD 75-2 |
RD 60-2 |
RD 50-2 |
RD 40-2 |
RLB 75 |
RD 110 |
R-65 | R-65-2 | Farsími RP--65 | RK-65 | ||
| Opnunarbreidd | mm | 750 | 600 | 500 | 400 | 750 | 1100 | 650 | 650 | 650 | 650 |
| Gönguhæð | mm | 600 | 600 | 600 | 600 | 500 | 600 | 360 | 410 | 410 | 360 |
| Fjöldi velta | snúningur á mínútu | 300 | 315 | 315 | 350 | 290 | 225 | 250 | 250 | 240 | 250 |
| Mesta tilfærsla á 1 snúning á hliðarskafti | mm | 45 | 45 | 60 | 60 | 22 | 20 | 20 | 20 | 20 | 20 |
| Hreyfingarkerfi | Stöðugt | Með hléum | |||||||||
| Leyfilegur fjöldi prófunaraðila í rammanum | Kom | 12 | 10 | 8 | 8 | 12 | 20 | 10 | 10 | 10 | 10 |
| Halla sög | Að sameina stöðugan halla hliðsins með breytilegum halla sögarinnar | Halla sagar í klemmum | |||||||||
| Fjöldi rúllna til að byrja | Kom | 4 | 4 | 4 | 4 | 4 | 4 | 4 | 4 | 4 | 8 |
| Þyngd | t | 12 | 12 | 12 | 12 | 9 | 13 | 3,25 | 3,8 | 5 | 4,44 |
Léttar sagir með lítilli framleiðni eru notaðar til að klippa timbur við aðstæður í dreifbýli og í smærri fyrirtækjum til framleiðslu á byggingarhlutum úr viði. Eiginleikar þessara barnaganga eru í töflu 2.
Tafla 2: Tæknilegir eiginleikar léttra gambera
| Vísar | Mælieining | Tegundir ganghára | |||
| RS - 50 | RS - 52 | GGS-2 | RP | ||
| Tegundir | - | Ein hæð með sendingu að neðan | Ein hæð með sendingu að neðan | Ein hæð með sendingu að neðan | Færanleg ein hæð |
|
Opnunarbreidd Rammaslag |
mm mm |
500 300 |
520 400 |
534 300 |
550 400 |
|
Fjöldi velta Offset gerð |
snúningur á mínútu
|
200 Ótruflaður á vinnutíma |
250 Ótruflaður á vinnutíma |
200 Ótruflaður á vinnutíma |
250 Tvíhliða
|
|
Hámarks tilfærsla Þyngd |
mm kg |
7,2 2000 |
10 3000 |
8 2500 |
15 6000 |
Framleiðni hliðsins er reiknuð út samkvæmt formúlunni: P = K - Δtnq/1000L m3. Þar sem K er hliðarnýtingarstuðullinn. Fyrir vélvædda beygjur, K = 0.93, og fyrir hálfvélvædda, K = 0.90; Δ - tilfærsla fyrir eina snúning á hliðarskaftinu; n - fjöldi snúninga hliðarás á mínútu; t - gater vinnutími í mínútum; q - logmagn, m3; L - lengd stokka, m.
Þegar meðalársframleiðni hliðar er ákvörðuð fyrir eina vakt þarf að taka tillit til stöðvunar sem verða af ýmsum orsökum (viðgerðir, hráefnisskortur o.fl.). Þessi töp eru ákvörðuð af tilraunastuðlinum Kguð = 0.9 - 0.92.
Þess vegna er meðalársframleiðni hliðvarðar á einni vakt ákvörðuð af formúlunni P = Kguð x K x Δntq/1000L m3 fyrir eina vakt.
Tæknilegir eiginleikar grindarprófara eru gefnir upp í töflu 3.
Tafla 3: Tæknilegir eiginleikar grindarprófara
| Lengd | Breidd | Þykkt |
Tannhalli (fjarlægðin milli aðliggjandi odda sagartanna) |
| 1100 | 150 og 180 | 1,2; 1,4; 1,6; 1,8; Xnumx | 15; 19 |
| 1250 | 1,6; 1,8; 2,0; 2,2; Xnumx | 18; 22 | |
| 1400 | 1,8, 2,0, 2,2; 2,4 | 18; 20; 22 | |
| 1500 | 2,0; 2,2; 2,4 | 22; 26 | |
| 1650 | 2,2; 2,4 | 22; 26 | |
| 1830 | 2,2; 2,4 | 22; 26 |
Sagir eru gerðar í tveimur tannprófílum: með brotinni bakkant og með beinni bakkant (mynd 2). Þegar þú velur æskilega stærð sögarinnar ættirðu að hafa að leiðarljósi lengd ramma grindarinnar, stærð höggsins og þvermál stokkanna sem á að skera. Hægt er að ákvarða nauðsynlega lengd sagarinnar með formúlunni L = Dmax + H + (300 til 350) mm, þar sem L er lengd sagarinnar, mm; Dmax - hámarksþvermál stokka sem á að skera; 300 - 350 - vasapeninga vegna uppsetningar á innleggjum fyrir borð og rimla; H - högghæð, mm.
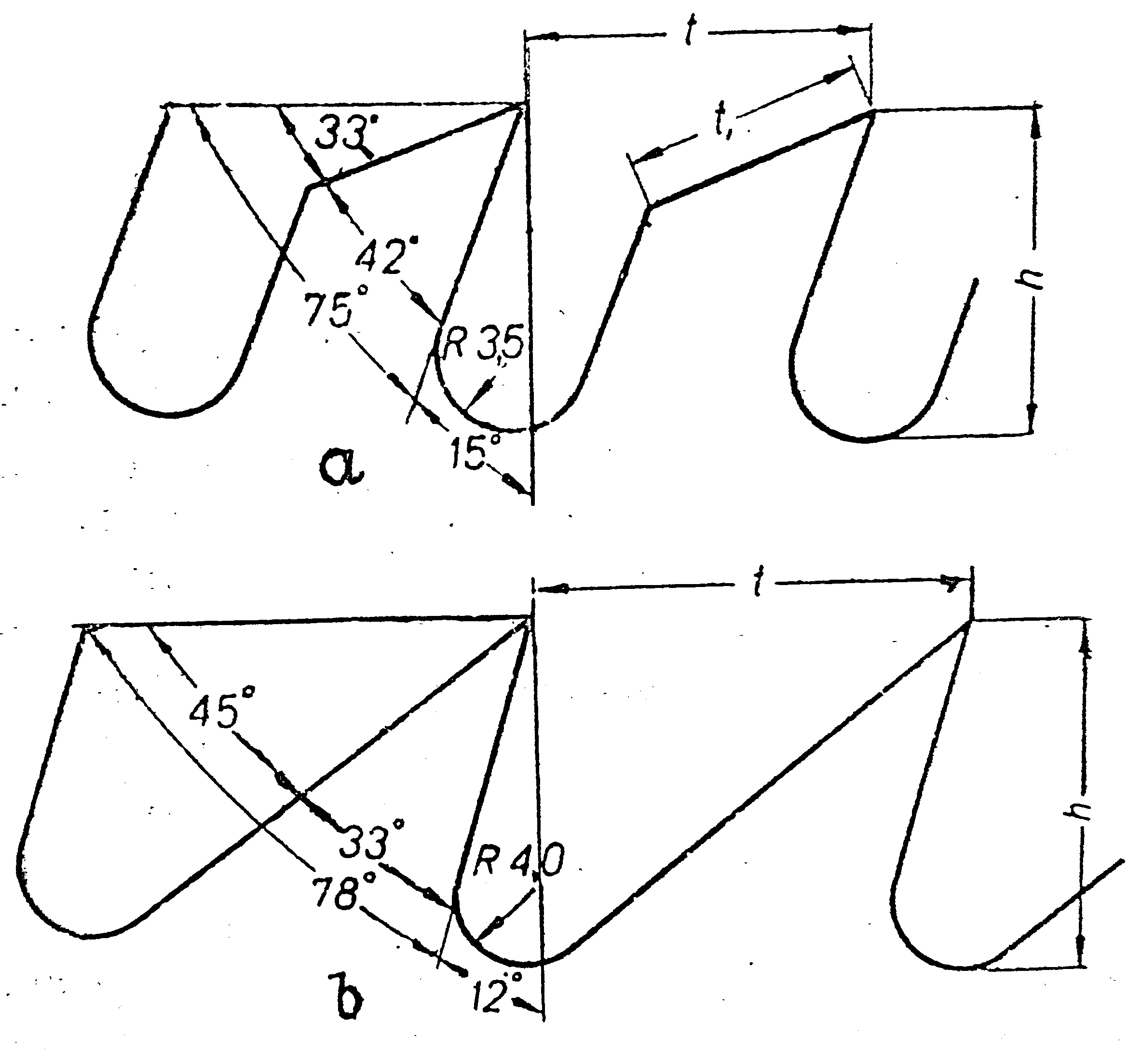
Mynd 2: Prófíll af tönnum á leiðsagunum
Þykkt sagar og tannhalli ætti að samsvara hæð skurðar og gerð skurðar. Þetta innbyrðis samband er gefið upp í töflu 4.
Tafla 4: Samhengi sagarþykktar, tannhalla skurðarhæðar
| Ein tegund af skurði |
Þvermál á þunna enda stokksins eða bjálkaþykkt, cm |
Tannhalli, mm | Sagarþykkt, mm |
|
Timburskurður Þetta '' '' |
Til 20 21 - 26 27 - 34 35 og fleiri |
15 og 18 18 22 26 |
1,6 - 1,8 - 2,0 1,8 - 2,0 2,2 - 2,4 2,2 - 2,4 |
|
Skera stokka í bjálka Þetta '' '' |
Til 22 23 - 24 35 - 44 45 og fleiri |
15 og 18 18 22 26 |
1,8 - 2,0 1,8 - 2,0 2,2 - 2,4 2,2 - 2,4
|
|
Geislaskurður Þetta |
Til 20 21 og fleiri |
15 18 |
1,6 - 1,8 1,8 - 2,0 |
Sagirnar eru settar upp ásamt stíflum sem festast við neðri enda sögarinnar og með setti af tveimur stíflum og sjö boltum fyrir efri enda. Stígurnar eru festar við sögina hornrétt á bakbrún hennar. Skautu brúnir stíunnar verða að snúa hver að öðrum. Áður en stípan er hnoðuð skal athuga brúnir sögarinnar til að sjá hvort þær séu beinar og samsíða, og ef þær eru ekki, skal klippa þær á sagarskerpuvél.


