
Per a l'aplicació de pintures i vernissos per polvorització, s'aplica aire a pressió, que és creat per una estació de compressió, que consta d'un compressor i un receptor.
L'aire comprimit del receptor entra al separador d'oli (fig. 1) on es neteja del vapor d'aigua i les gotes d'oli que es barregen amb ell als cilindres del compressor. Des del separador d'oli, a una pressió de 2,5 a 3 atm. l'aire purificat entra a la pistola de polvorització (fig. 2) i al dipòsit de supressió de pintura amb una pressió de 0,1 a 1,5 atm. (fig. 2) segons el grau de densitat de la pintura o vernís.
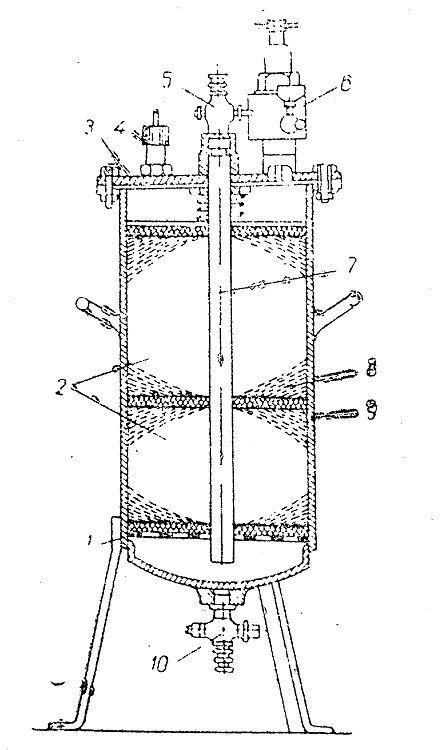
Figura 1: Secció longitudinal del separador d'oli

Figura 2: Pistola de polvorització

Figura 3: Tanc d'impressió en color
La forma del raig de gotes o vernís depèn del canvi de posició del polvoritzador al capçal del polvoritzador. La posició horitzontal del polvoritzador redueix el corrent de gotes en el pla vertical (fig. 4, a). Una posició obliqua (diagonal) de l'atomitzador dóna un corrent rodó de gotes (Fig. 4, b). Quan la posició del polvoritzador és vertical, es forma un doll estret com a la fig. 4, c. L'elecció de la forma del raig de gotes depèn del disseny del producte. Quan s'apliquen pintures o vernissos a grans superfícies, s'utilitza un doll aplanat i un doll cònic a les reixetes.

Figura 4: Posició de l'escampador al capçal de l'aspersor i les corresponents bigues d'aspersió
El pintat i envernissat per polvorització es realitza en cambres o cabines especials (fig. 5) que consisteixen en un mur de tanca semicircular, una base giratòria, sobre la qual es col·loca el producte o element, un col·lector de pintura o vernís i un dispositiu de ventilació. En el cas de la polvorització massiva de productes, es fa una cinta transportadora, que consta d'una sèrie de cabines o cambres de mitjans de transport pulsatius o continus, dispositius de calefacció en forma de tubs acanalats, col·locats en els espais entre les cabines i al llarg del cinta transportadora, que serveix per escalfar l'aire.

Figura 5: Cabina de pintura amb aerosol per a productes més petits
Per aplicar massilla s'utilitzen espàtules d'acer o fusta (fig. 6).

Figura 6: Espàtules
En la majoria dels casos, les pintures i vernissos s'apliquen amb pinzells (fig. 7).

Figura 7: Pinzells
El procés tecnològic de processament d'un producte de fusteria ve determinat per la seva finalitat, les condicions de la seva explotació, la qualitat de la fusta de la qual està fet i el material de pintura que s'utilitzarà per al seu processament. La figura 8 mostra l'estructura del recobriment de pintura nitro. Se sap que les pintures nitro formen recobriments opacs. De la mateixa manera, els recobriments opacs estan formats per pintures a l'oli i esmalts, per tant, l'estructura anterior és típica per a ells.
Quan es processen amb vernissos d'oli i espirituosos, vernissos nitro i polits, no és necessari la massilla local, la massilla de tota la superfície, i es pot ometre el poliment i l'envernissat amb vernís d'acabat.

Figura 8: Estructura del recobriment de pintura


